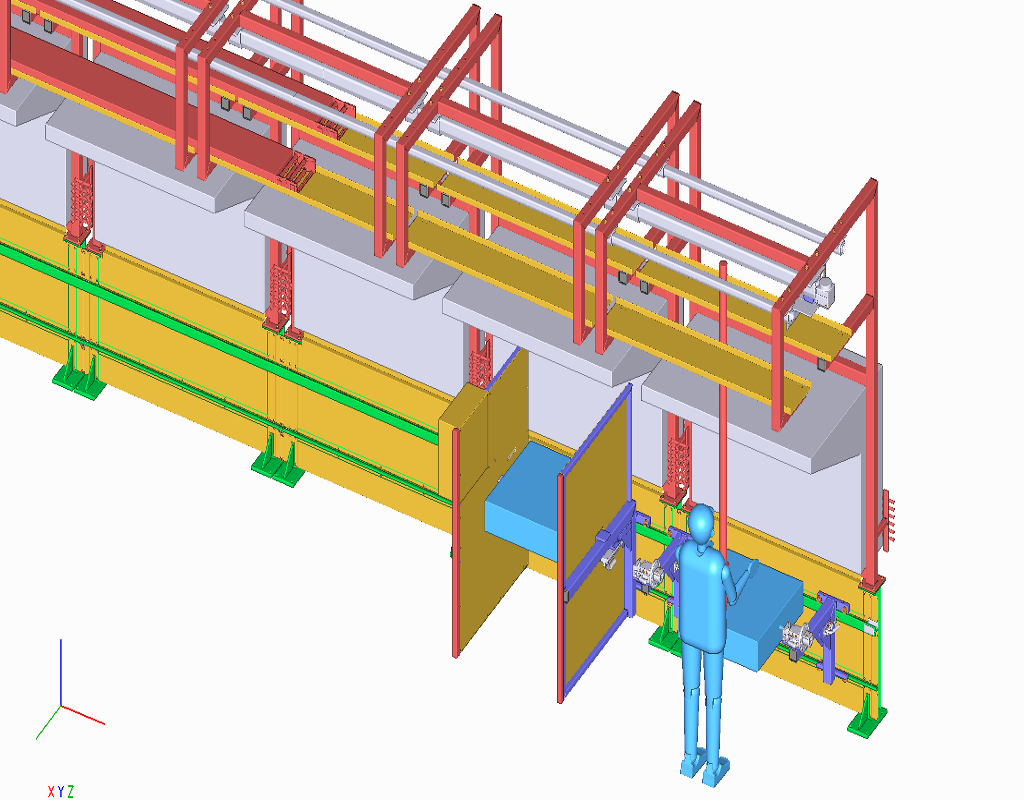
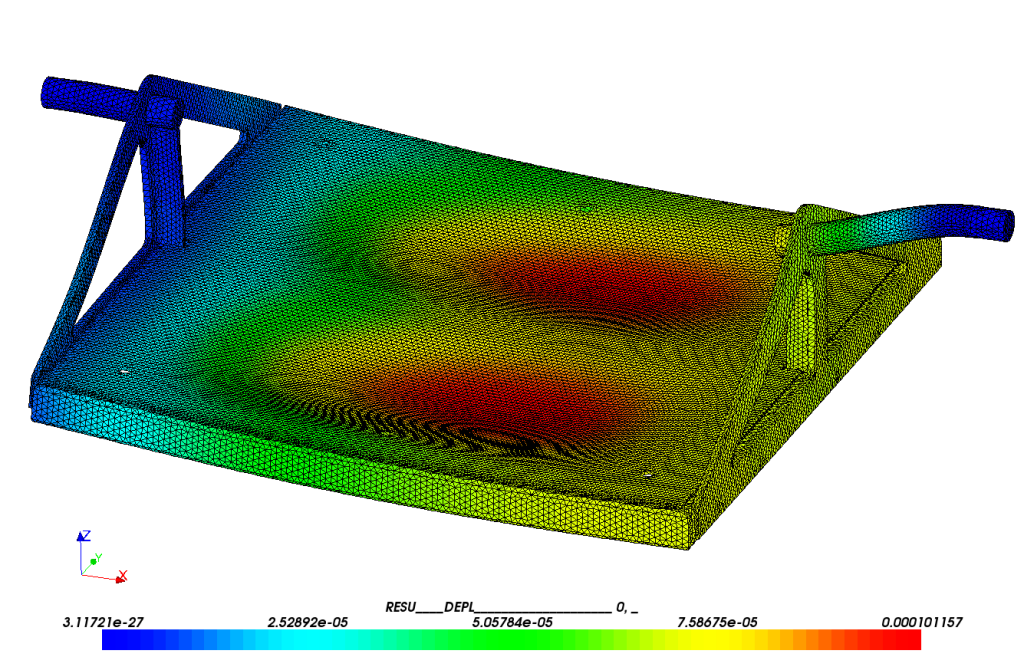
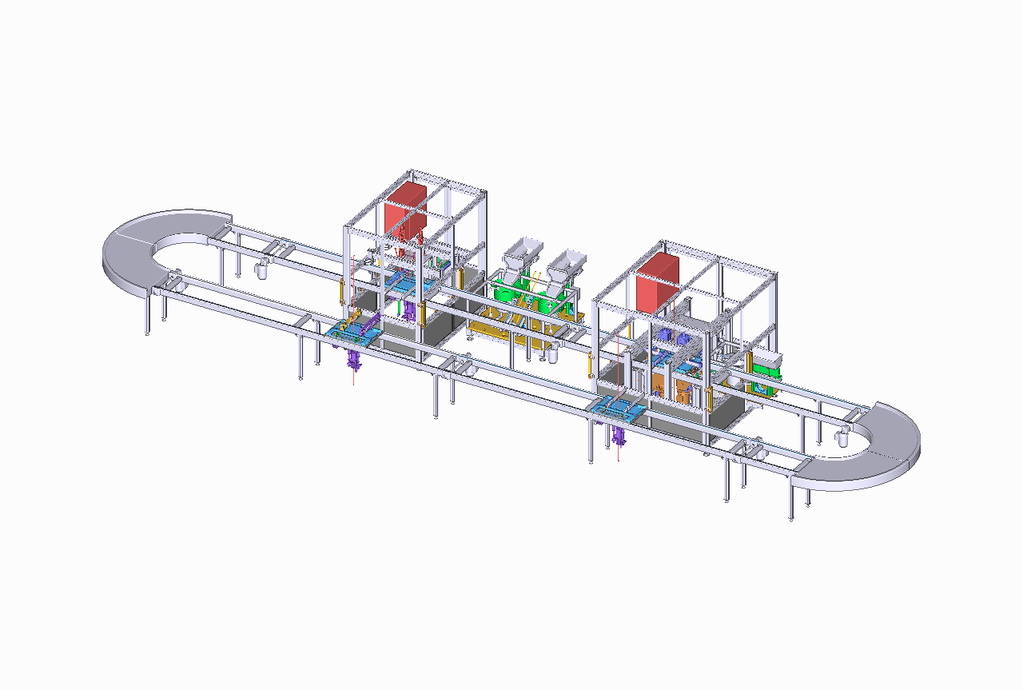
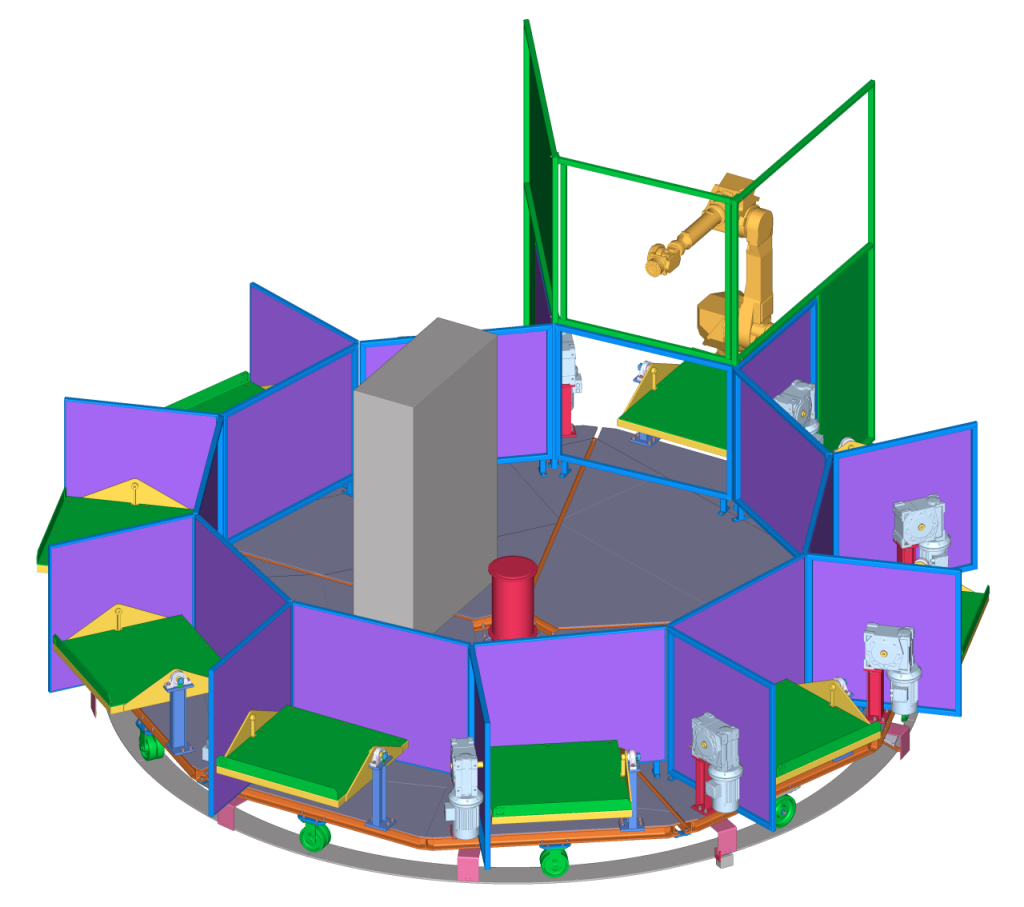
 Zur Isolierung werden Kühlthekeneinsätze aus Stahlblech mit PUR-Schaum ausgeschäumt. Aufgrund des Schaumdruckes von 3 bar kann dies nur in einer stabilen Form vorgenommen werden, das Stahlblech der Einsätze würde ansonsten ausbeulen.
Zur Isolierung werden Kühlthekeneinsätze aus Stahlblech mit PUR-Schaum ausgeschäumt. Aufgrund des Schaumdruckes von 3 bar kann dies nur in einer stabilen Form vorgenommen werden, das Stahlblech der Einsätze würde ansonsten ausbeulen.
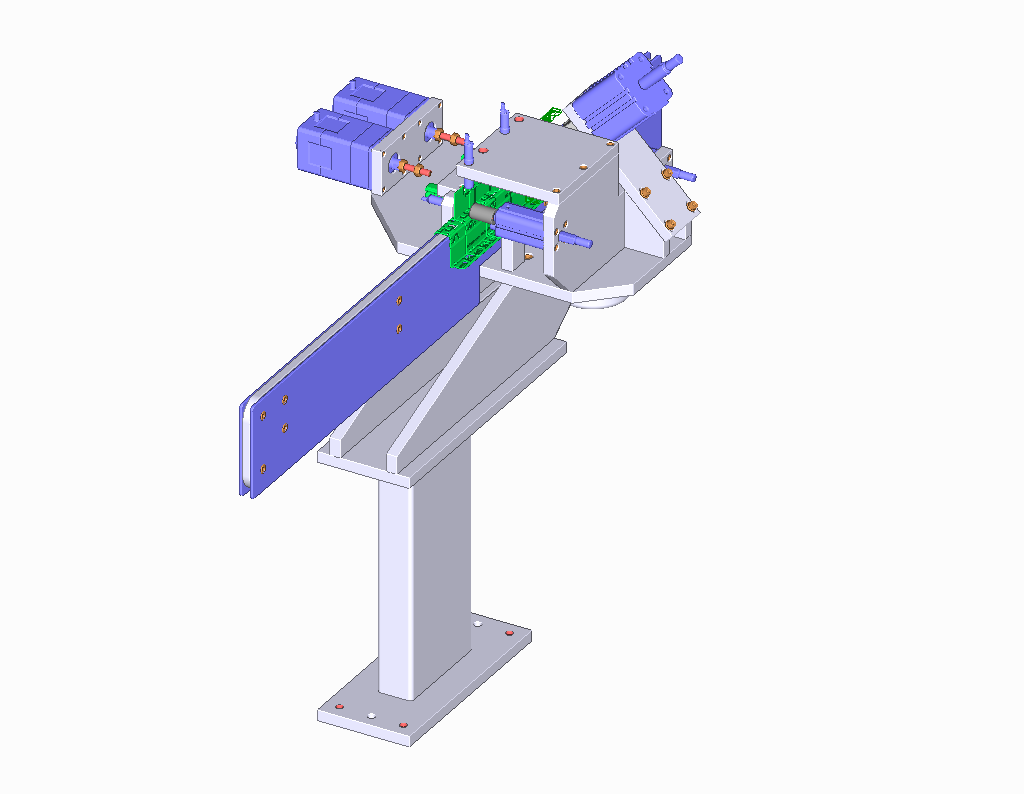
 Hydraulisches Hochklappen des Oberteiles
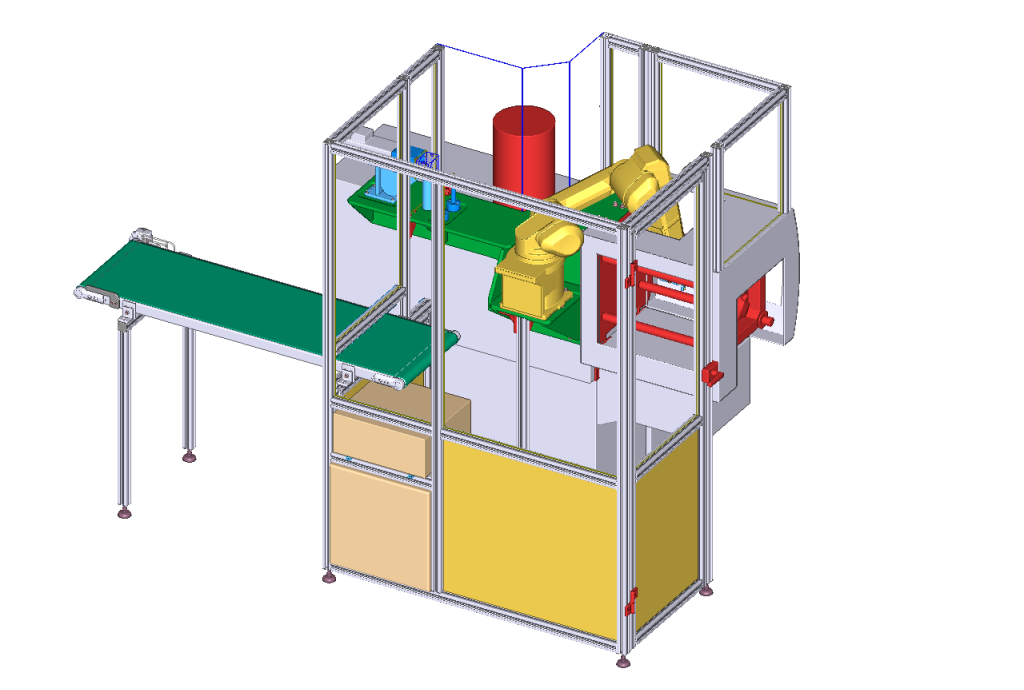
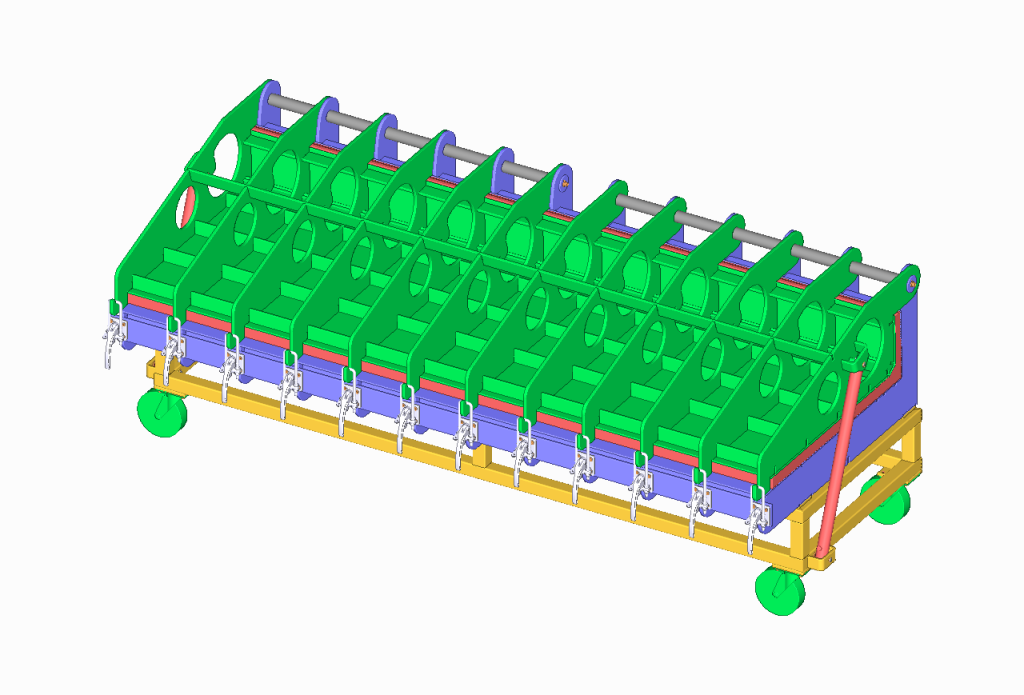
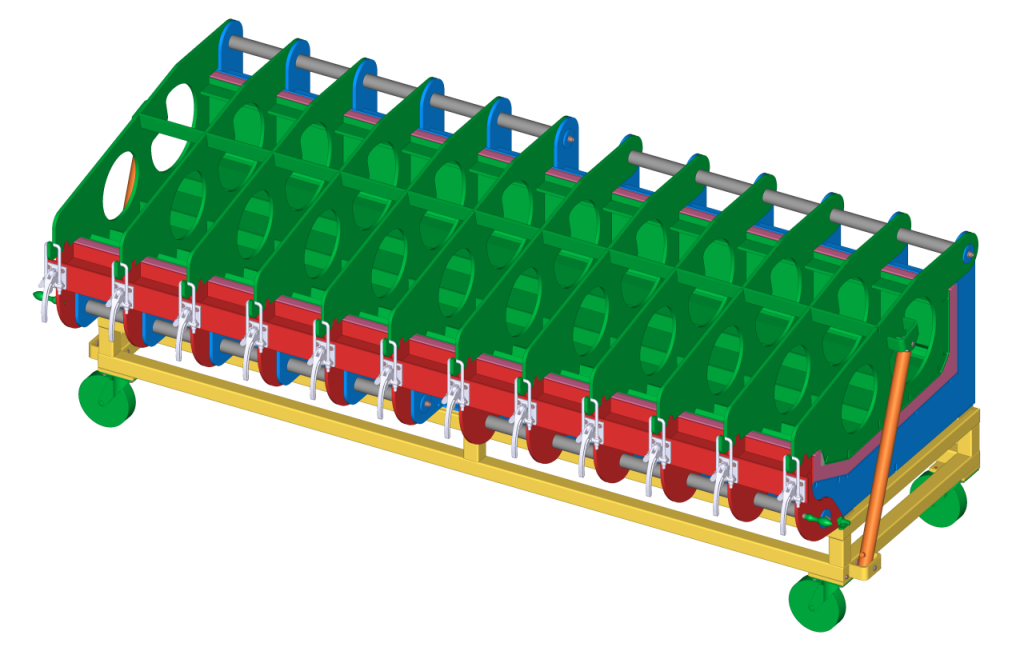
Hydraulisches Hochklappen des Oberteiles- Einlegen des Kühlthekeneinsatzes
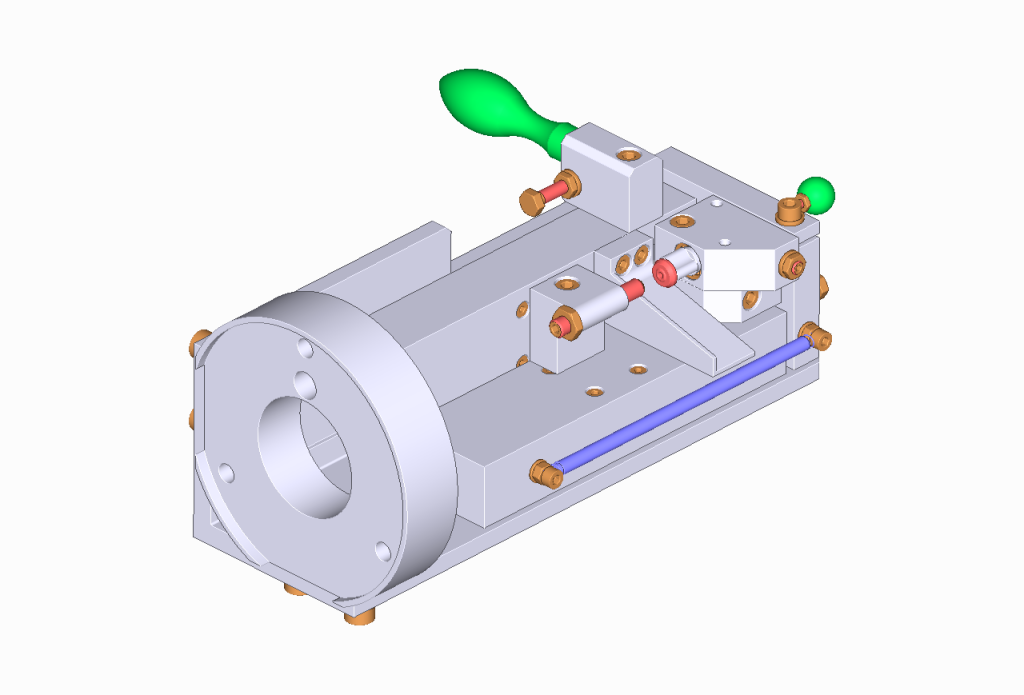
- Hydraulisches Schließen und manuelles Verriegeln des Oberteiles
- Schäumen und Aushärten
- Entformen