Monat: Oktober 2010
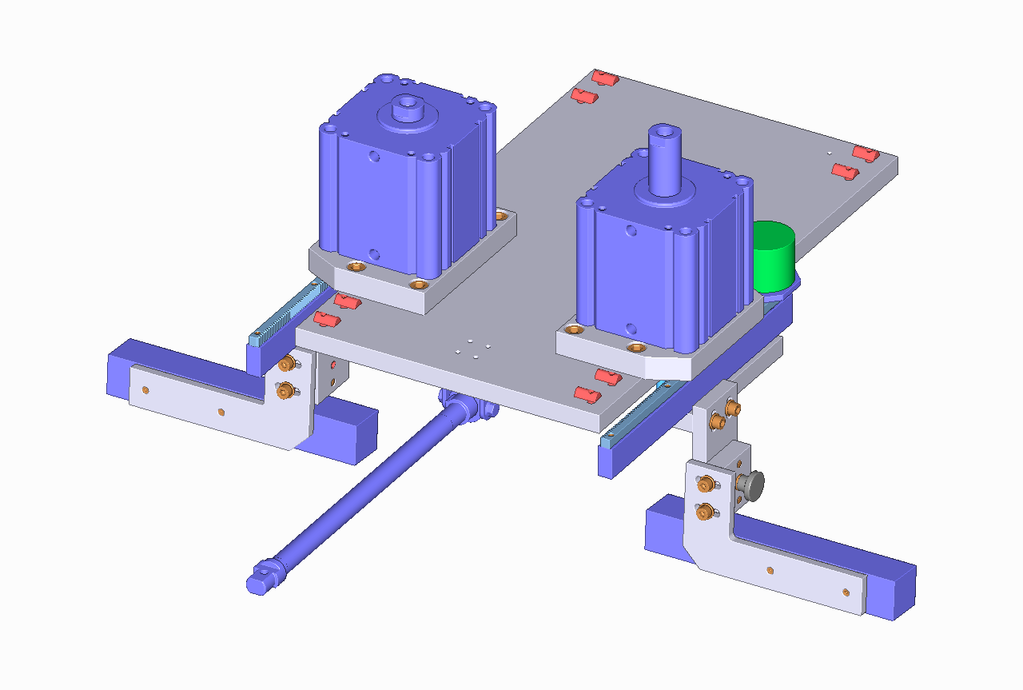
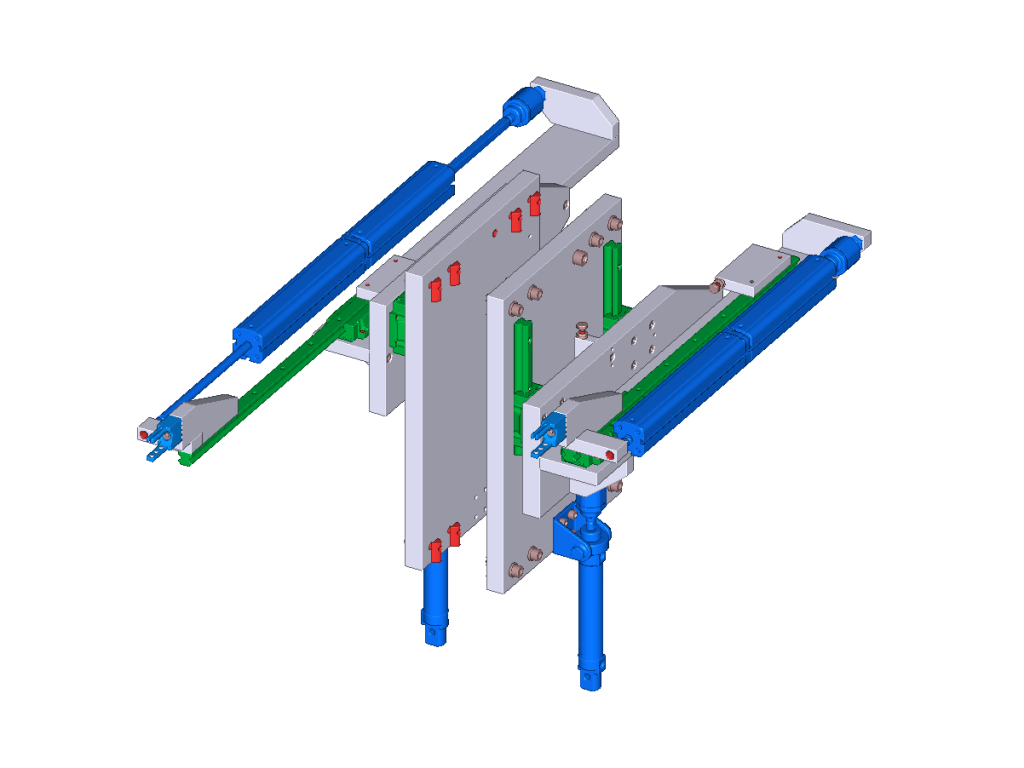
Nietstation
 Die zuvor montierten Schrauben müssen zur Sicherung von unten vernietet werden. Zusätzlich müssen zwei Federn eingesetzt und die Blechteile mit dem Herstellerlogo bedruckt werden.
Die zuvor montierten Schrauben müssen zur Sicherung von unten vernietet werden. Zusätzlich müssen zwei Federn eingesetzt und die Blechteile mit dem Herstellerlogo bedruckt werden.
- Zufuhr von zwei Blechteilen auf einem Werkstückträger über das Transfersystem
- Ausfahren der Gegenhaltezylinder und Nietmaschinen
- Nieten der Bauteile
- Einsetzen von zwei Federn durch ein pneumatisches Handlingsystem
- Bedrucken der Blechteile durch zwei Industrietintenstrahldrucker
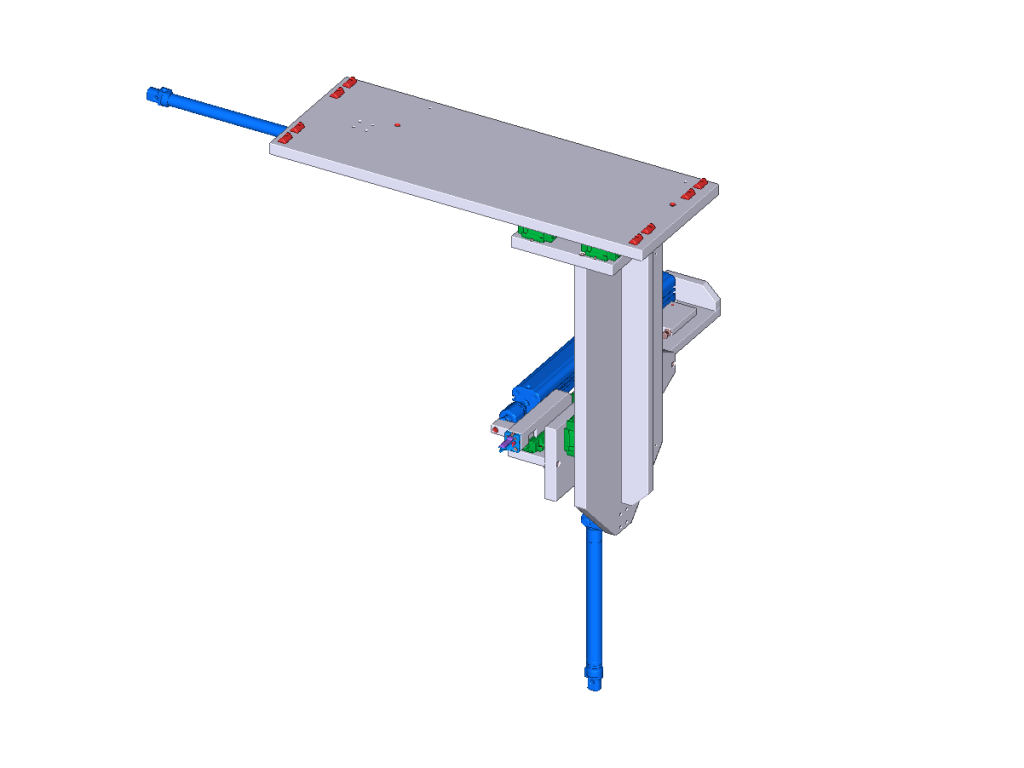
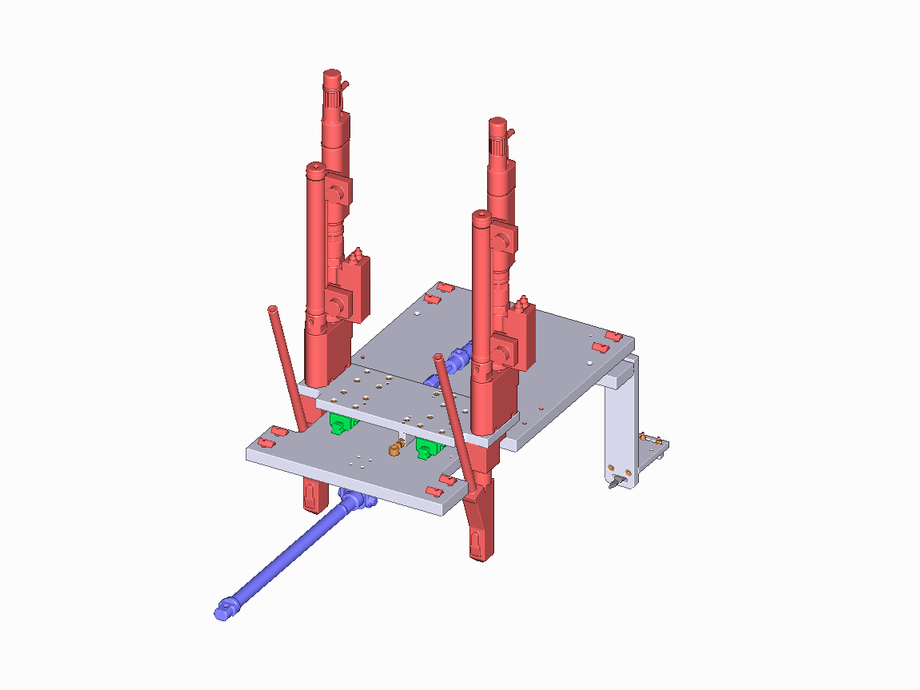
Schraubstation
 In Blechteile sollen automatisch Verschlusselemente eingesetzt, verschraubt und eingestellt werden.
In Blechteile sollen automatisch Verschlusselemente eingesetzt, verschraubt und eingestellt werden.
- Zufuhr von zwei Blechteilen und zwei Verschlusselementen auf einem Werkstückträger über das Transfersystem
- Einsetzen der Verschlusselemente in die Blechteile durch ein pneumatisches Handlingsystem
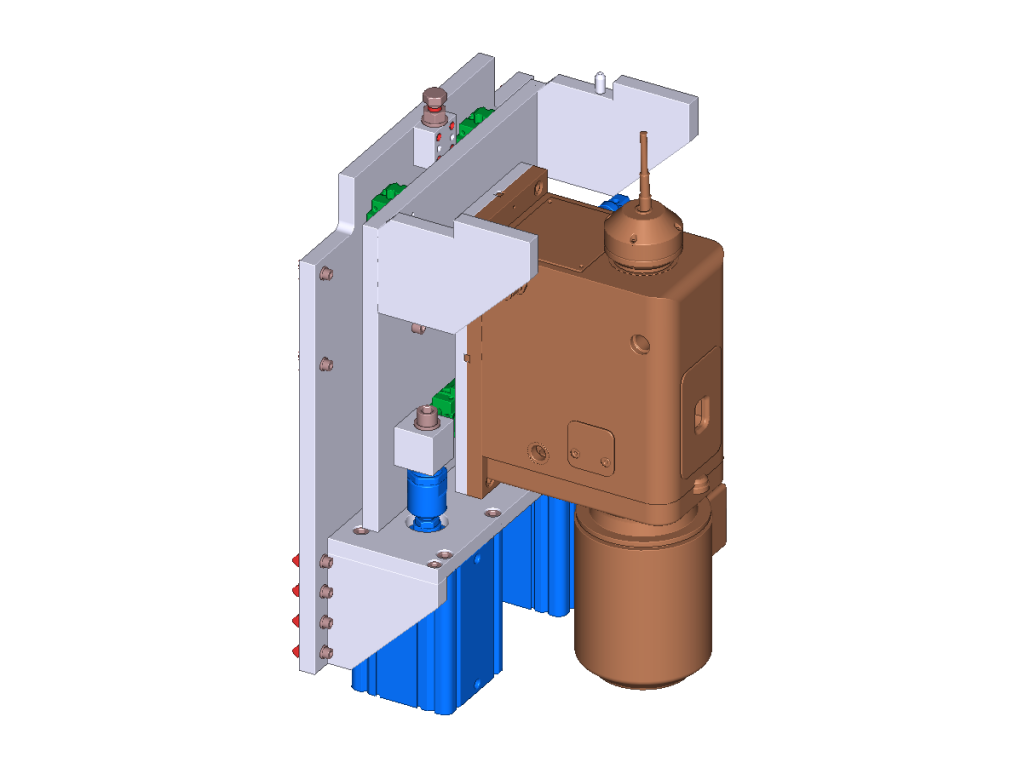
- Bereitstellen und Zufuhr der Schrauben zu den Automatikschraubern über zwei Rütteltöpfe
- Einschrauben der Schrauben durch zwei Automatikschrauber
- Einstellen der Schrauben durch die Automatikschrauber und ein Messsystem
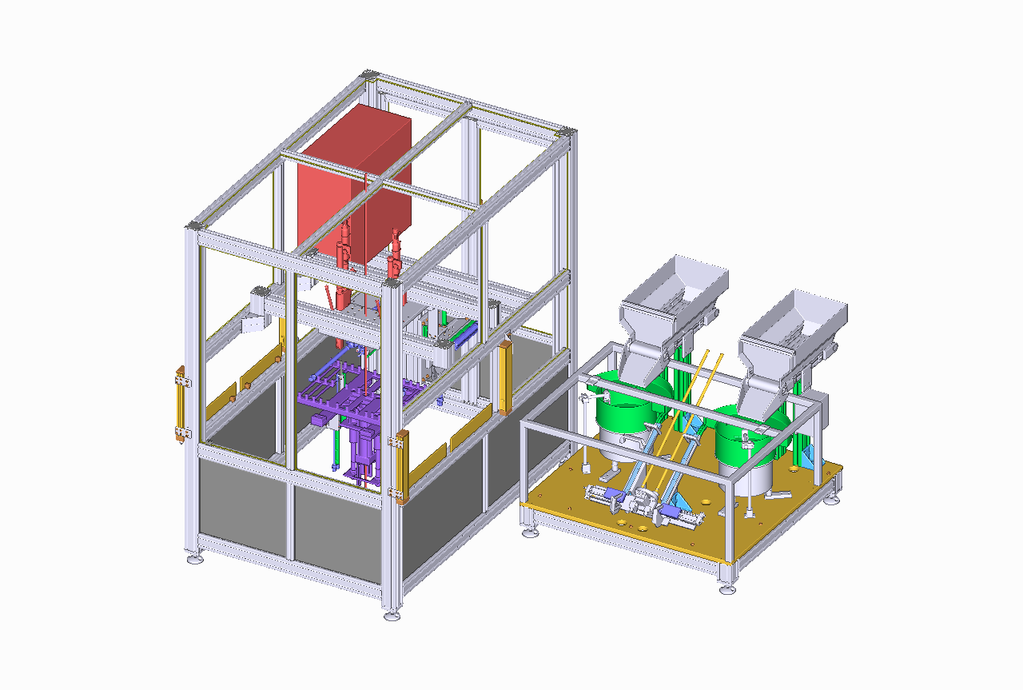
Vollautomatische Montage von Blechteilen
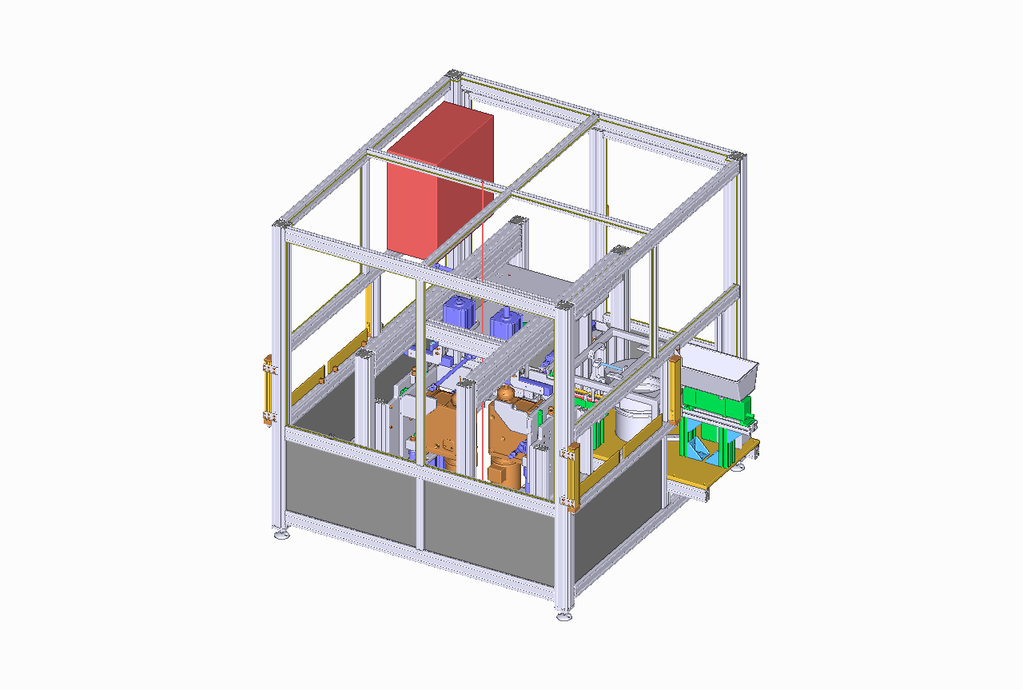
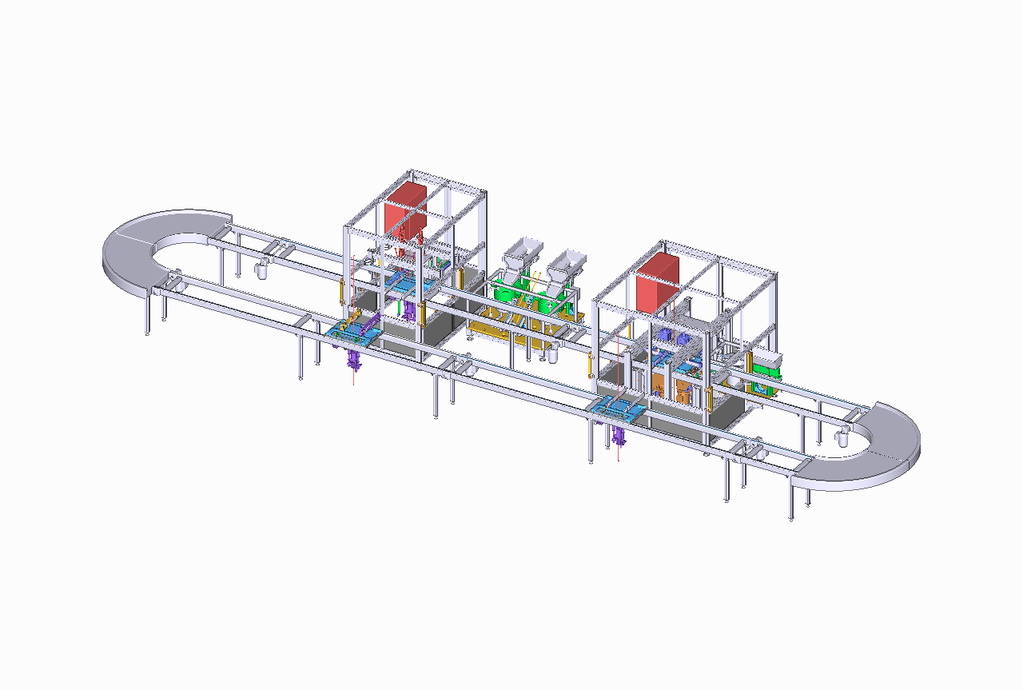 Die folgenden beiden Stationen sind Teil einer vollautomatischen Lösung zur Montage von Blechteilen. Sie sind untereinander mit einem Transfersystem verbunden, das die Blechteile auf Werkstückträgern zwischen den beiden Stationen und den Handarbeitspätzen für Bestücken und Verpacken transportiert.
Die folgenden beiden Stationen sind Teil einer vollautomatischen Lösung zur Montage von Blechteilen. Sie sind untereinander mit einem Transfersystem verbunden, das die Blechteile auf Werkstückträgern zwischen den beiden Stationen und den Handarbeitspätzen für Bestücken und Verpacken transportiert.
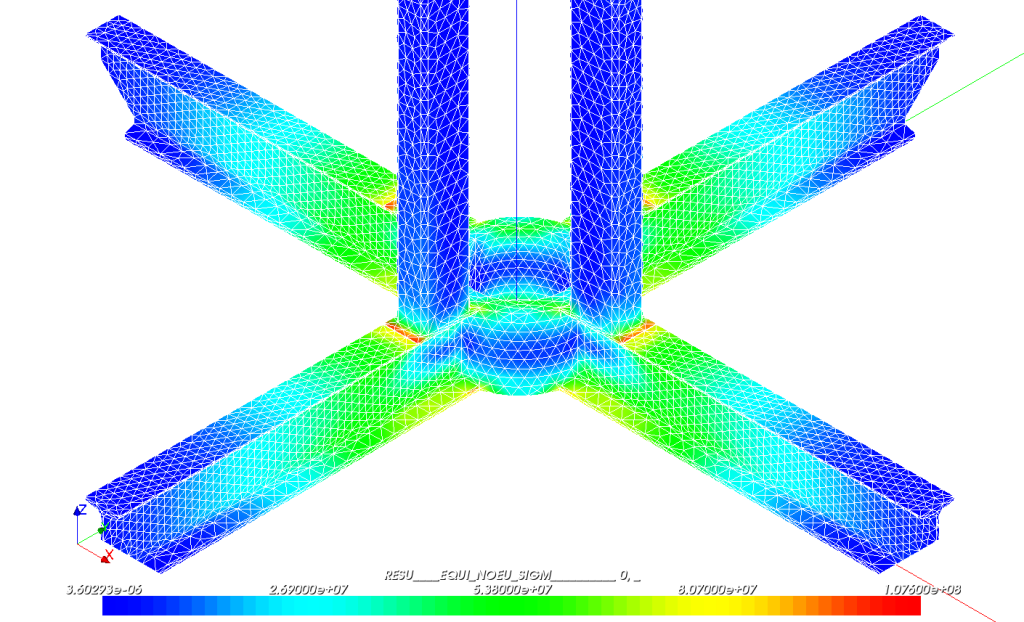
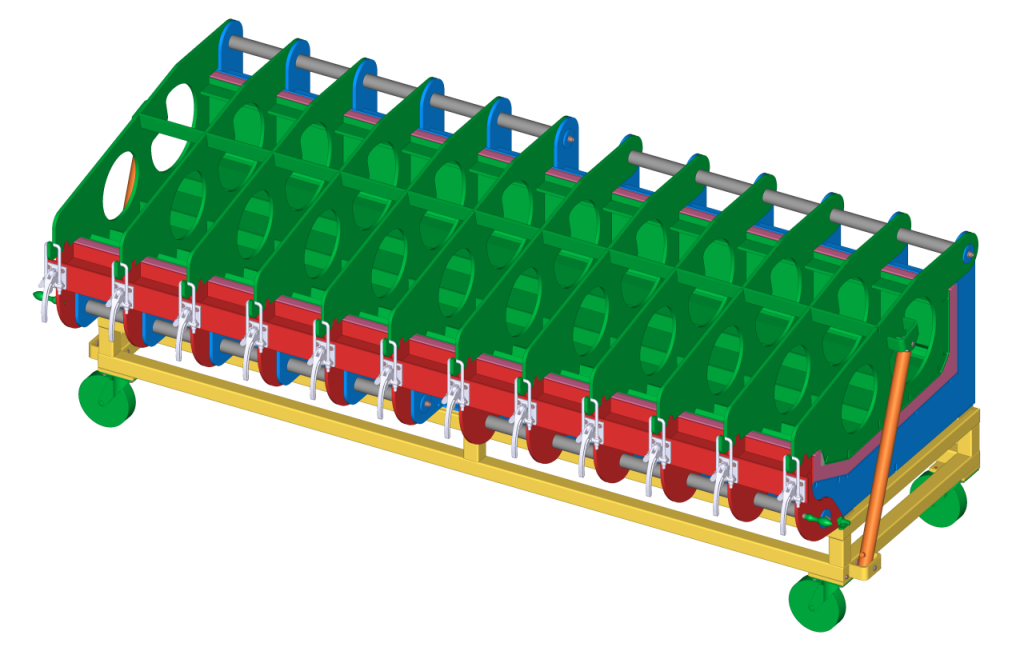
Formen zum Ausschäumen von Kühltheken mit PUR-Schaum
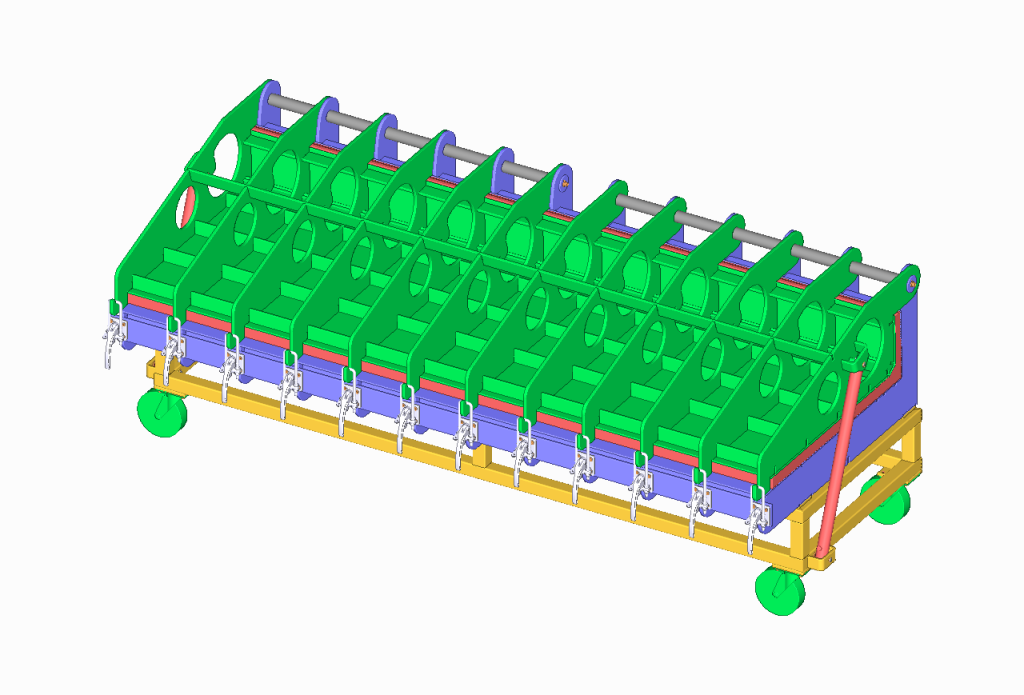 Zur Isolierung werden Kühlthekeneinsätze aus Stahlblech mit PUR-Schaum ausgeschäumt. Aufgrund des Schaumdruckes von 3 bar kann dies nur in einer stabilen Form vorgenommen werden, das Stahlblech der Einsätze würde ansonsten ausbeulen.
Zur Isolierung werden Kühlthekeneinsätze aus Stahlblech mit PUR-Schaum ausgeschäumt. Aufgrund des Schaumdruckes von 3 bar kann dies nur in einer stabilen Form vorgenommen werden, das Stahlblech der Einsätze würde ansonsten ausbeulen.
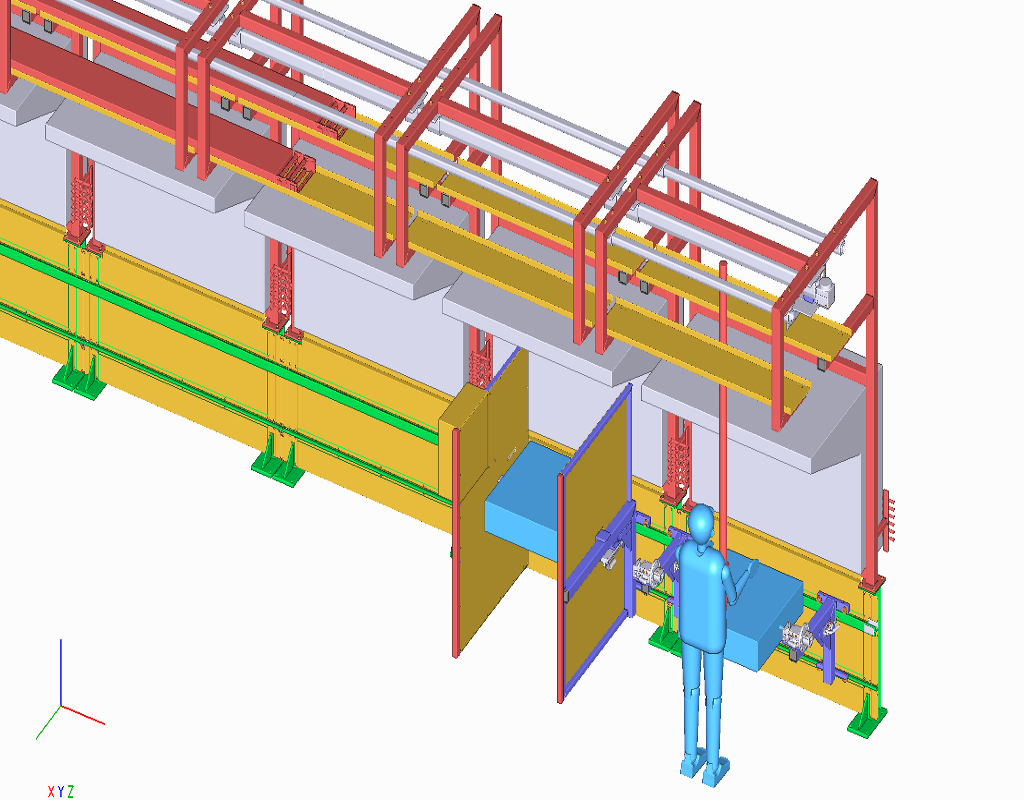
 Hydraulisches Hochklappen des Oberteiles
Hydraulisches Hochklappen des Oberteiles- Einlegen des Kühlthekeneinsatzes
- Hydraulisches Schließen und manuelles Verriegeln des Oberteiles
- Schäumen und Aushärten
- Entformen
PUR-Schaum-Linie
Honvorrichtung
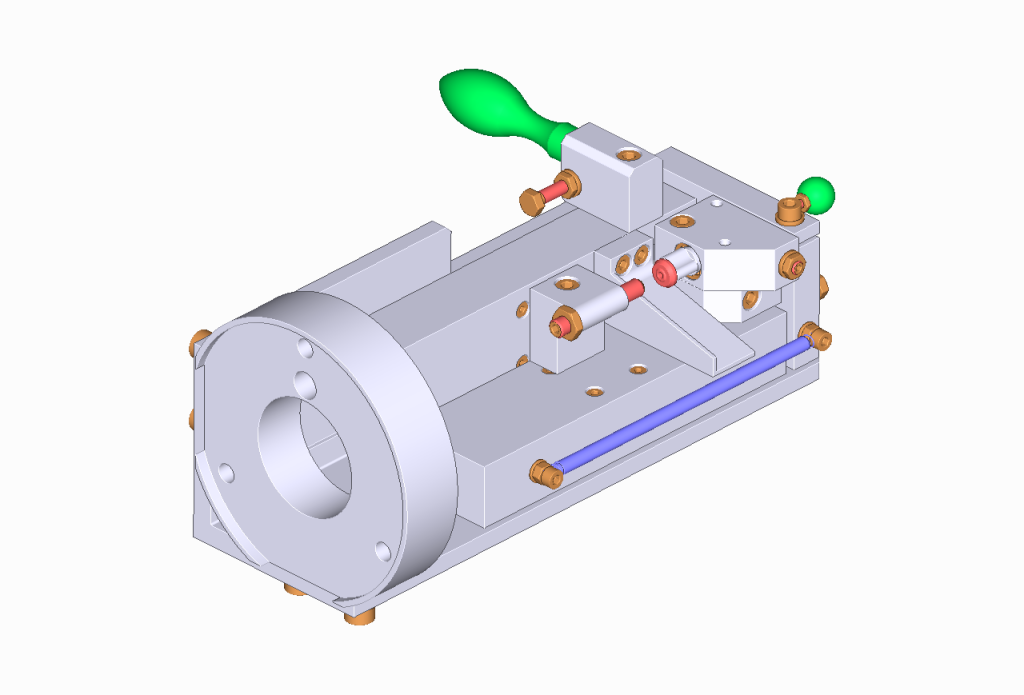 Eine bestehende Honmaschine mit einem Nadeldurchmesser von 3mm wurde per Hand bedient. Ein Mitarbeiter steckte die zu honenden Teile auf die drehende Honnadel. Verkantete er war die Nadel krumm. Zudem ließen sich die sehr kleinen Teile während des Arbeitsganges schlecht festhalten.
Eine bestehende Honmaschine mit einem Nadeldurchmesser von 3mm wurde per Hand bedient. Ein Mitarbeiter steckte die zu honenden Teile auf die drehende Honnadel. Verkantete er war die Nadel krumm. Zudem ließen sich die sehr kleinen Teile während des Arbeitsganges schlecht festhalten.
Deshalb wurde die Honmaschine um diese Vorrichtung ergänzt.
Der Bediener setzt die zu honenden Teile in eine Aufnahme ein und schiebt diese, zusammen mit einem Gegehalter, über die Honnadel. Sowohl das rechtwinklige Führen als auch das Gegenhalten werden von der Vorrichtung übernommen.
Übersteigt die Honkraft einen bestimmten Wert, bei dem die Nadel zu brechen droht, rastet eine Sicherung in der Teileaufnahme aus und das Teil dreht mit der Honnadel mit.
Biegestation
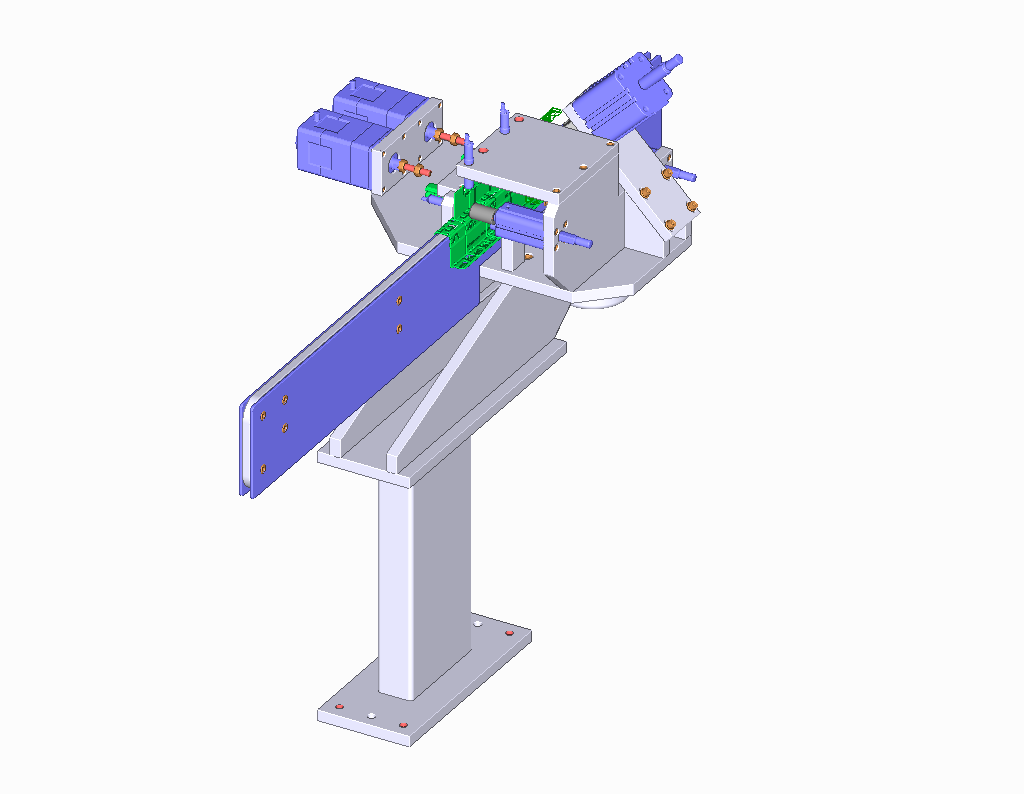 Ein Hersteller von Beschlägen besitzt eine vollautomatische Umform- und Schweissanlage. Einzuschweißende Blechwinkel werden von außen über einen Rütteltopf zugeführt. Dabei verformen sich die Winkel teilweise jedoch so stark, dass die Schweissanlage sie nicht mehr verarbeiten kann.
Ein Hersteller von Beschlägen besitzt eine vollautomatische Umform- und Schweissanlage. Einzuschweißende Blechwinkel werden von außen über einen Rütteltopf zugeführt. Dabei verformen sich die Winkel teilweise jedoch so stark, dass die Schweissanlage sie nicht mehr verarbeiten kann.
Also wurde diese Station zwischen Rütteltopf und Schweissanlage integriert. Sie misst im Durchlauf die Lage von drei relevanten Laschen und biegt die Laschen anschließend per Servoachsen auf das erforderliche Maß.