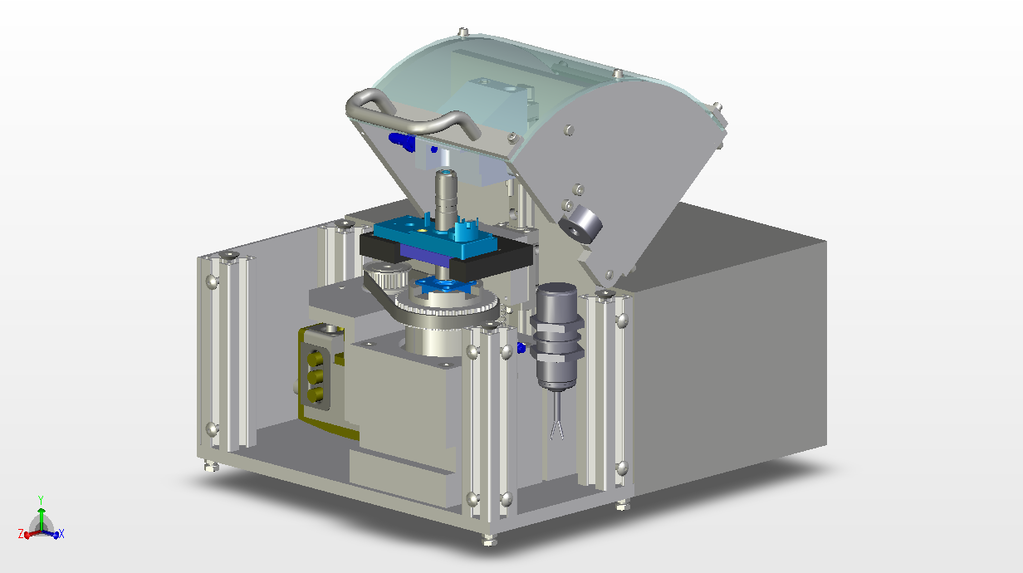
 Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm
Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm- Pneumatisches Ausschieben des unteren Sicherungsringes in Greifposition
- Auch für Passscheiben, Anlaufscheiben und ähnliches
Konstruktion und Betriebsmittel Ohnemus
Berechnungen – Konstruktionsdienstleistung – Betriebsmittel und Sondermaschinen
Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm
 Anstelle von einer Federmechanik werden die Ringe durch einen pneumatischen Schieber bereitgestellt
Anstelle von einer Federmechanik werden die Ringe durch einen pneumatischen Schieber bereitgestellt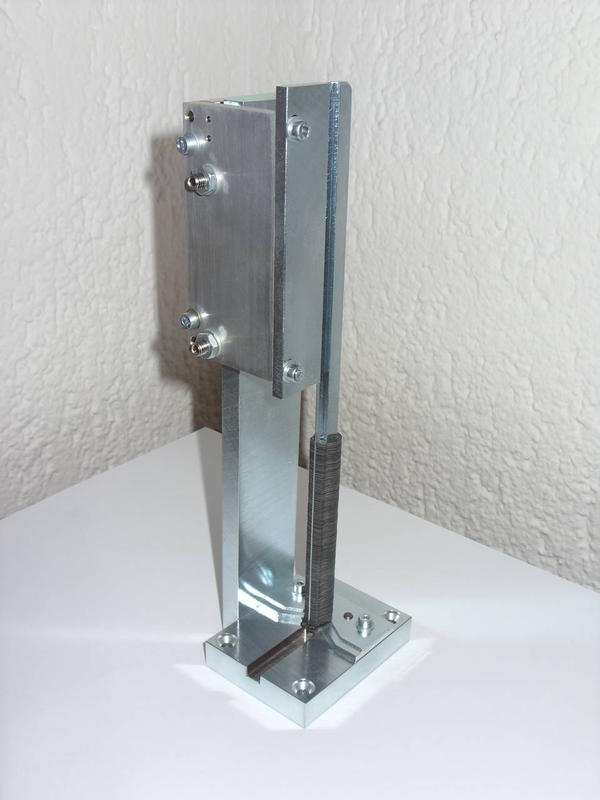 es bringt den folgenden automatisch in Abholstellung
es bringt den folgenden automatisch in Abholstellung„Spender für Sicherungsringe DIN 471 und DIN 472 (Seegerringe)“ weiterlesen
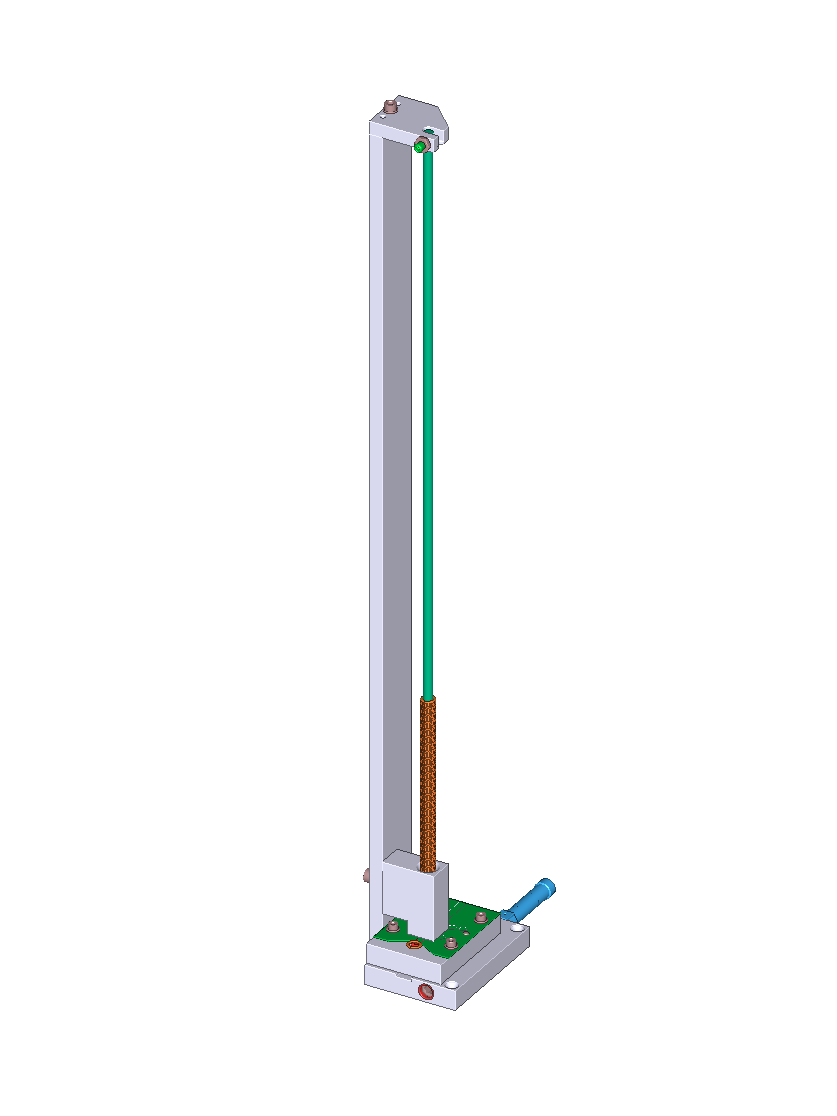
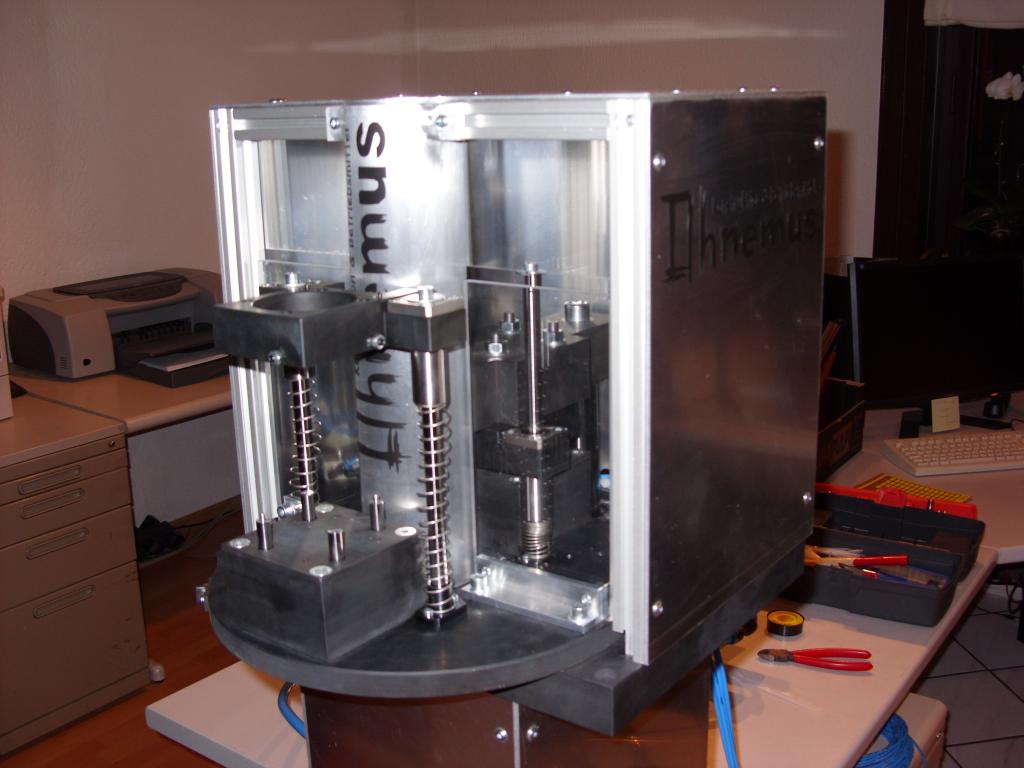
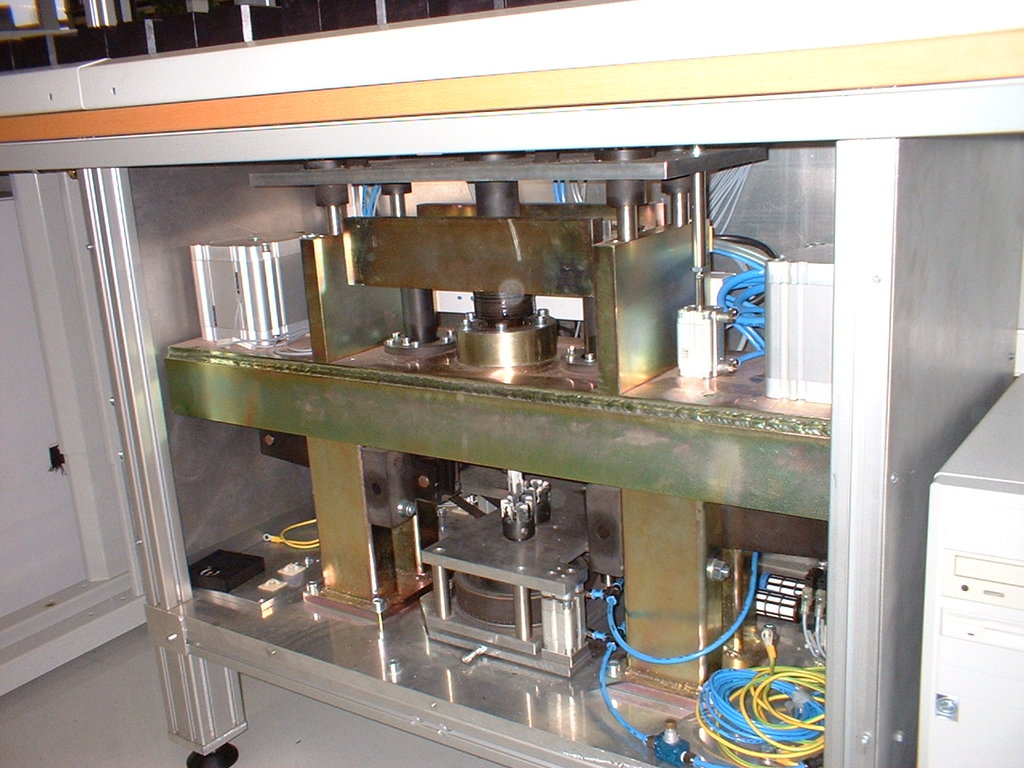
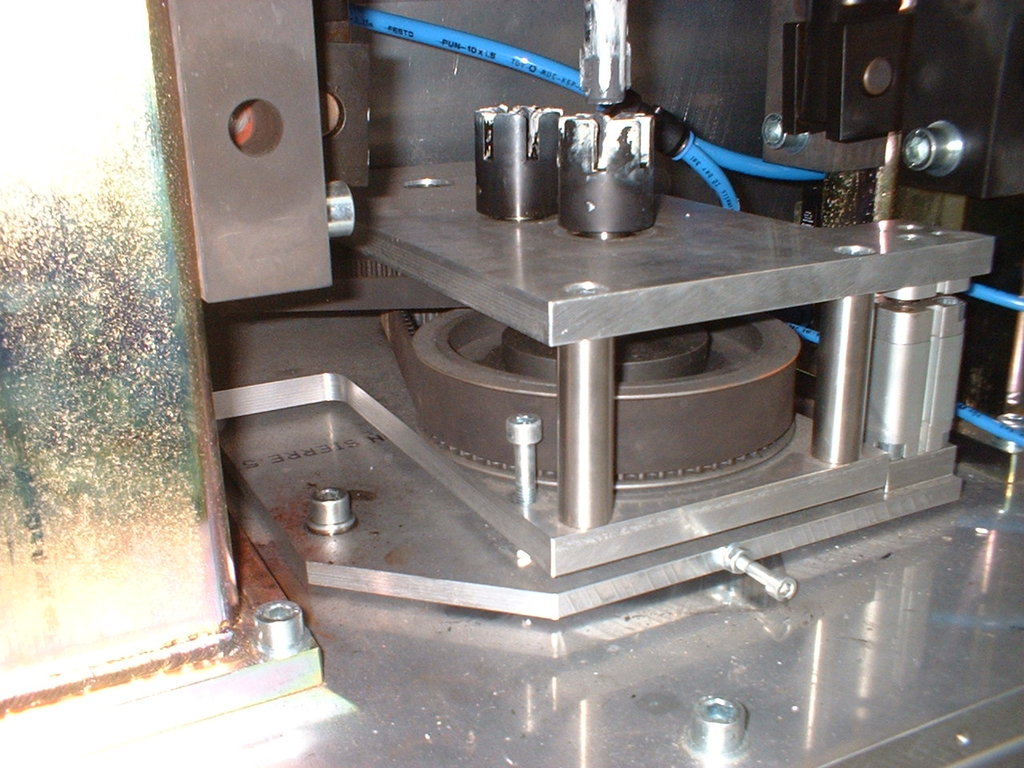
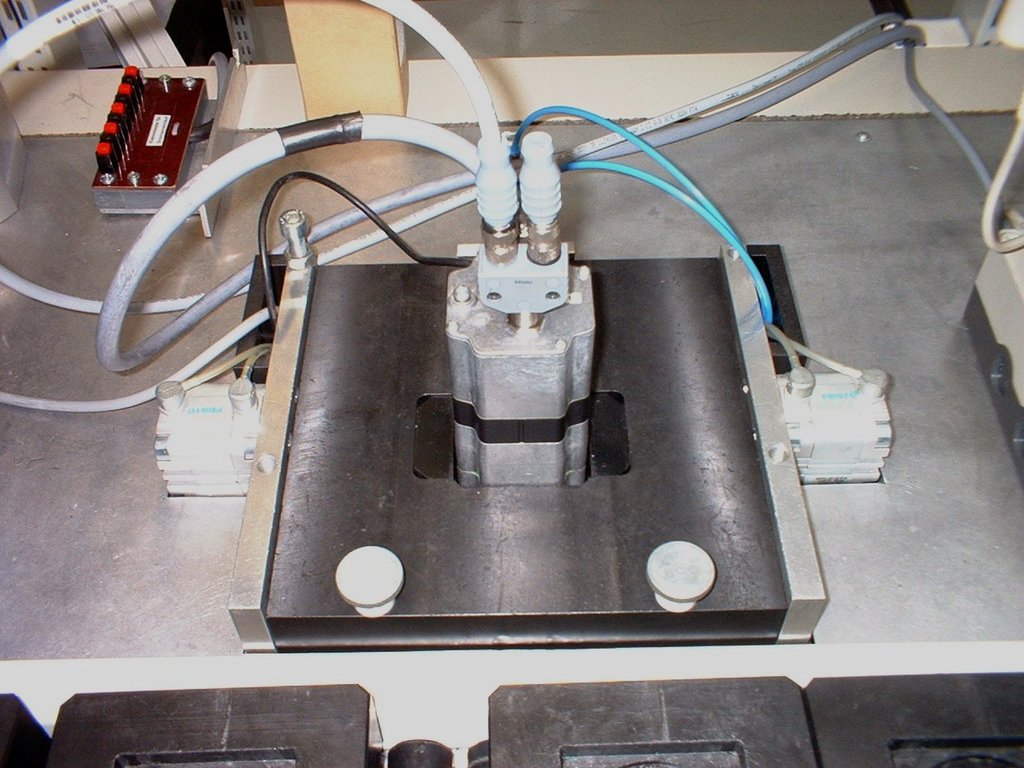
 In einen Stator eines Servomotors sollen beidseitig je vier Zentrierstifte eingepresst werden. Das Einsetzen der insgesamt acht Stifte und des Stators in die Presse soll von Hand erfolgen. Während des Pressvorgangs soll der Bediener ein weiteres Bauteil vorbereiten können.
In einen Stator eines Servomotors sollen beidseitig je vier Zentrierstifte eingepresst werden. Das Einsetzen der insgesamt acht Stifte und des Stators in die Presse soll von Hand erfolgen. Während des Pressvorgangs soll der Bediener ein weiteres Bauteil vorbereiten können.

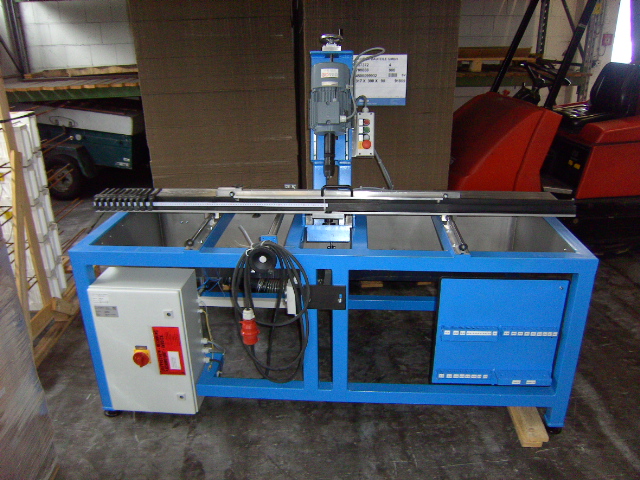 Ein Hersteller von Wärmedämmungen fertigt neben Serienrodukten auch Sonderanfertigungen. Während er bei Serienprodukten auf in Form geschäumte Styroporteile zurückgreifen kann müssen diese für Sonderanfertigungen „aus dem Vollen“ gefräst werden.
Ein Hersteller von Wärmedämmungen fertigt neben Serienrodukten auch Sonderanfertigungen. Während er bei Serienprodukten auf in Form geschäumte Styroporteile zurückgreifen kann müssen diese für Sonderanfertigungen „aus dem Vollen“ gefräst werden.
Erforderlich sind Schlitze in verschiedenen Breiten und frei einstellbarem Abstand unter einem Winkel von 45°- 90° in zwei Richtungen sowie einige Sonderkonturen, auch quer zu den Nuten.
Die Fräsmaschine besteht aus einem Schweissgestell mit Absaugwanne für den Styroporabfall, einer höhen- und 45°-neigverstellbaren Frässpindel (1kW, Sofortstop über Motorbremse bei Not-Aus) und dem verschiebbaren und je 45° schwenkbaren Frästisch mit 10 einstellbaren und wegklappbaren Anschlägen.




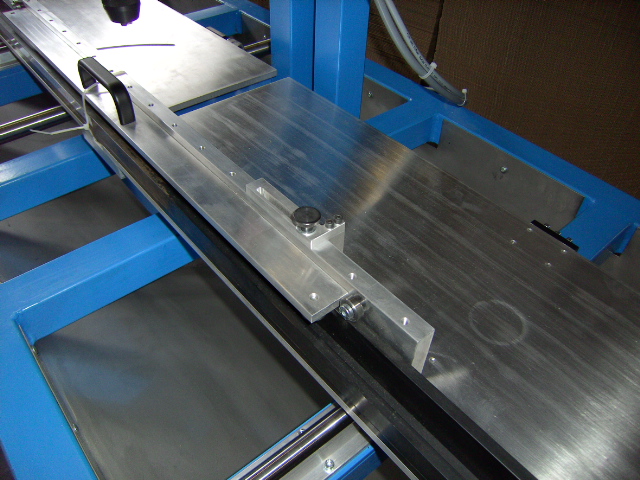
Der Bediener schiebt die Anschläge auf ihre durch eine Zeichnung des zu fertigenden Styroporteiles definierten Positionen und klappt sie anschließend, bis auf den ersten, weg. Am ersten Anschlag legt er den Styroporrohling an und schiebt in zusammen mit dem Frästisch gegen die Frässpindel, wobei der Fräser die Nut einfräst. Die Nuttiefe wird durch den einstellbaren Weg des Tisches bestimmt. Dieses wiederholt er unter Zuhilfenahme der weiteren Anschläge bis alle Nuten eingefräst sind.
Schräge Nuten können in der Horizontalen durch Schwenken des Tisches und in der Vertikalen durch Neigen der Frässpindel gefräst werden.
Für Bearbeitungen quer zur Bewegungsrichtung des Tisches kann ein aufsetzbarer Querfräswagen verwendet werden.
Die verschieden Schlitzbreiten sowie die Sonderkonturen werden durch Tausch der Fräswerkzeuge ermöglicht.
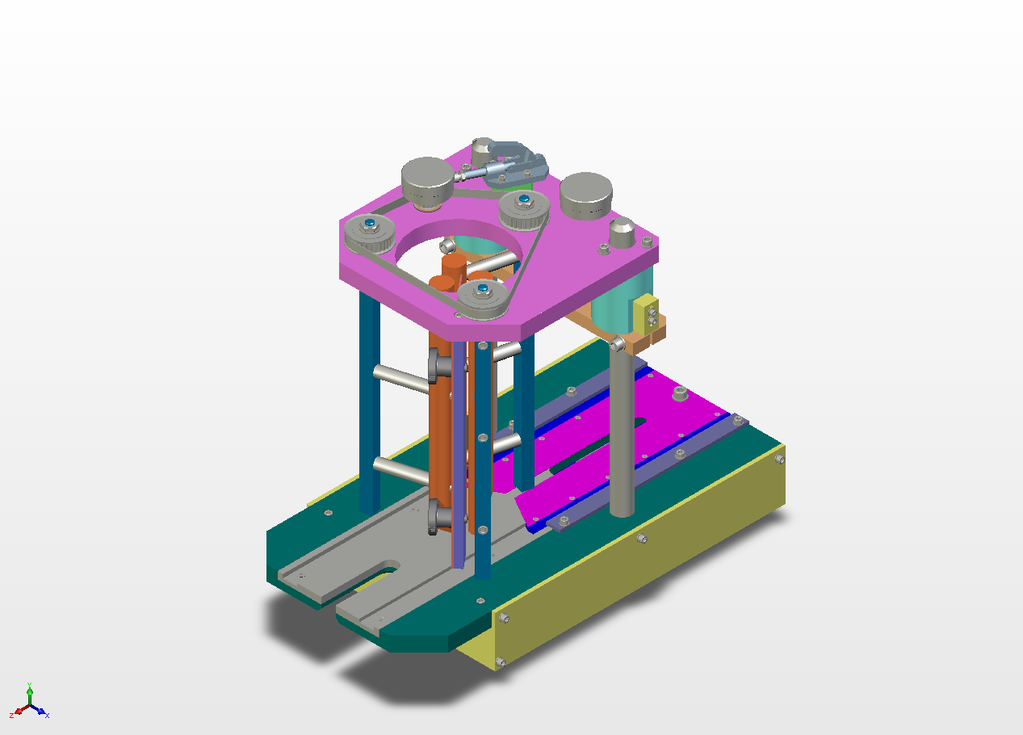
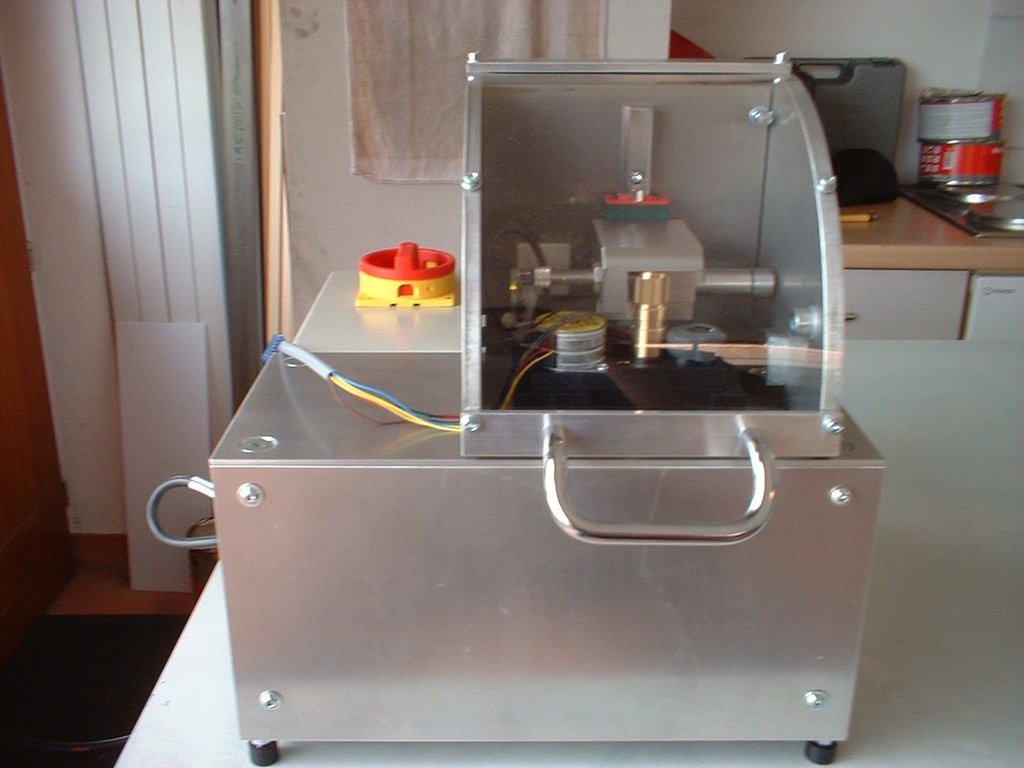
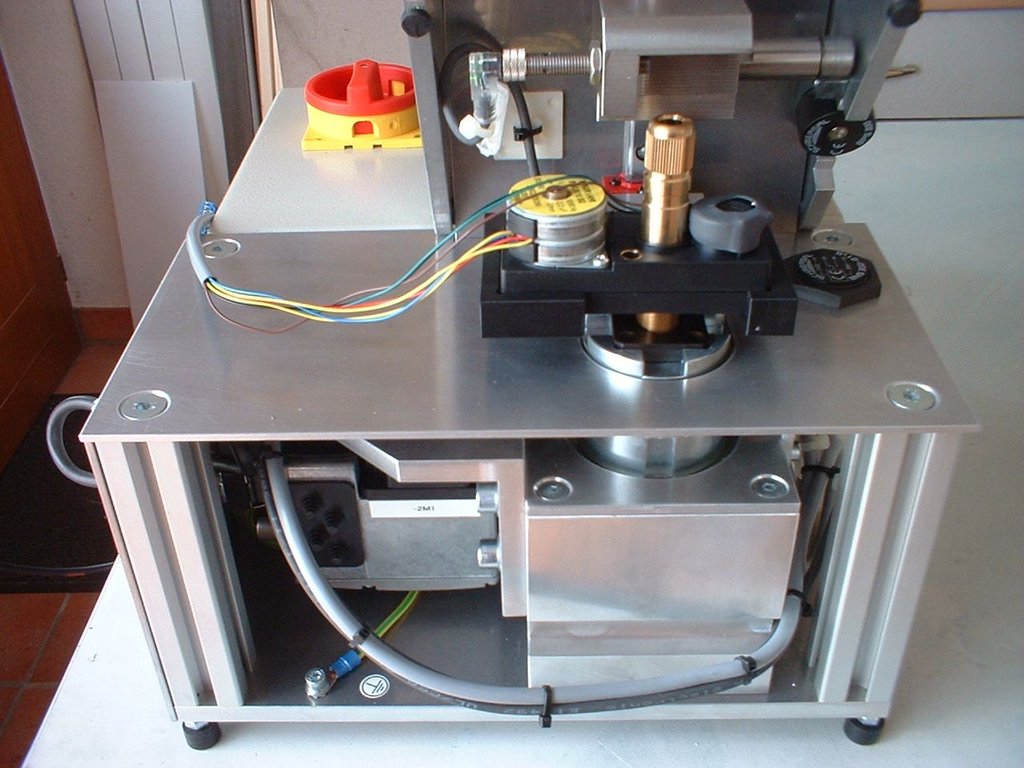
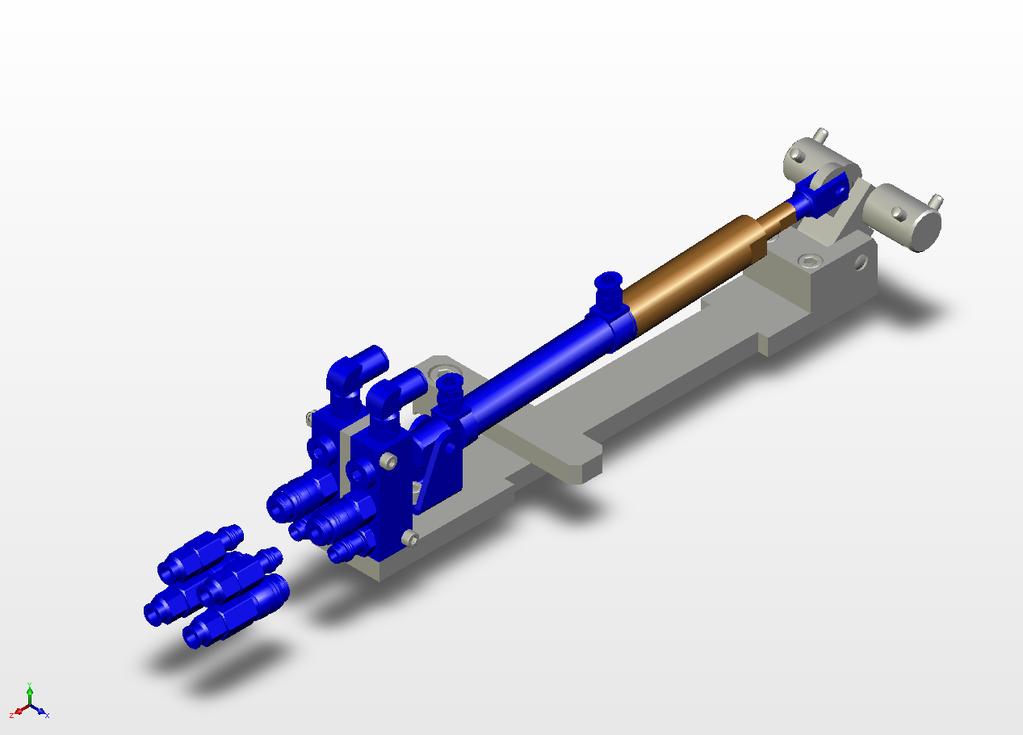
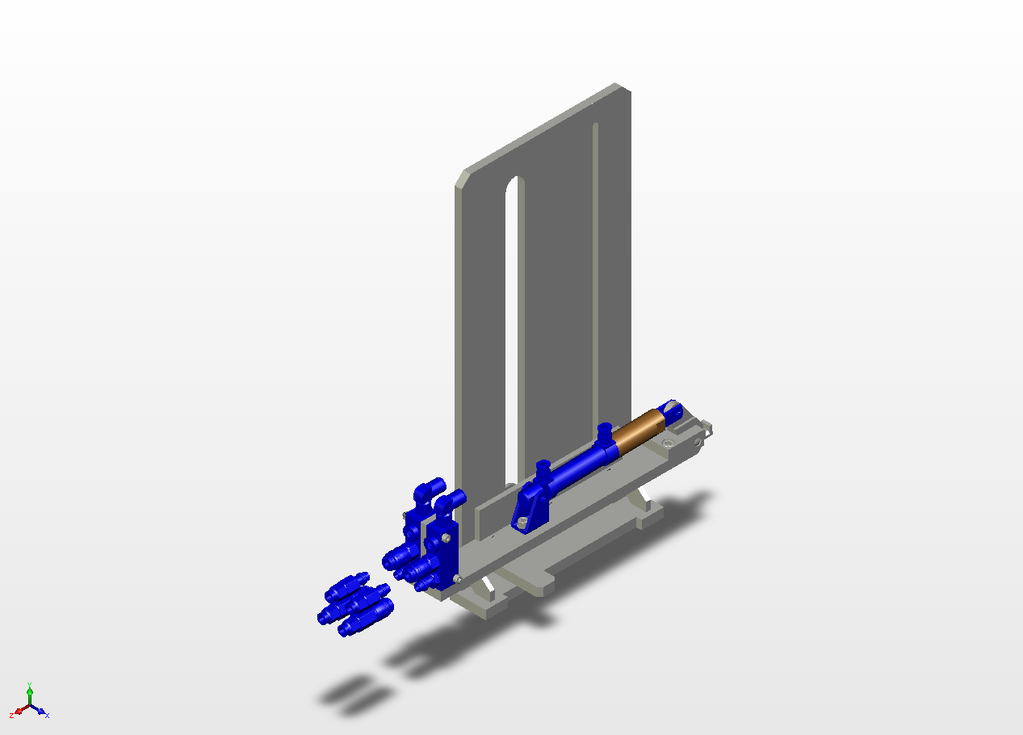
In einer Serienfertigung soll ein Gewindeflansch auf die Abtriebswelle eines Stellgetriebes aufgeschraubt werden. Dabei soll er ein bestimmtes Maß vom Ende der Welle und und die korrekte Winkellage einnehmen.

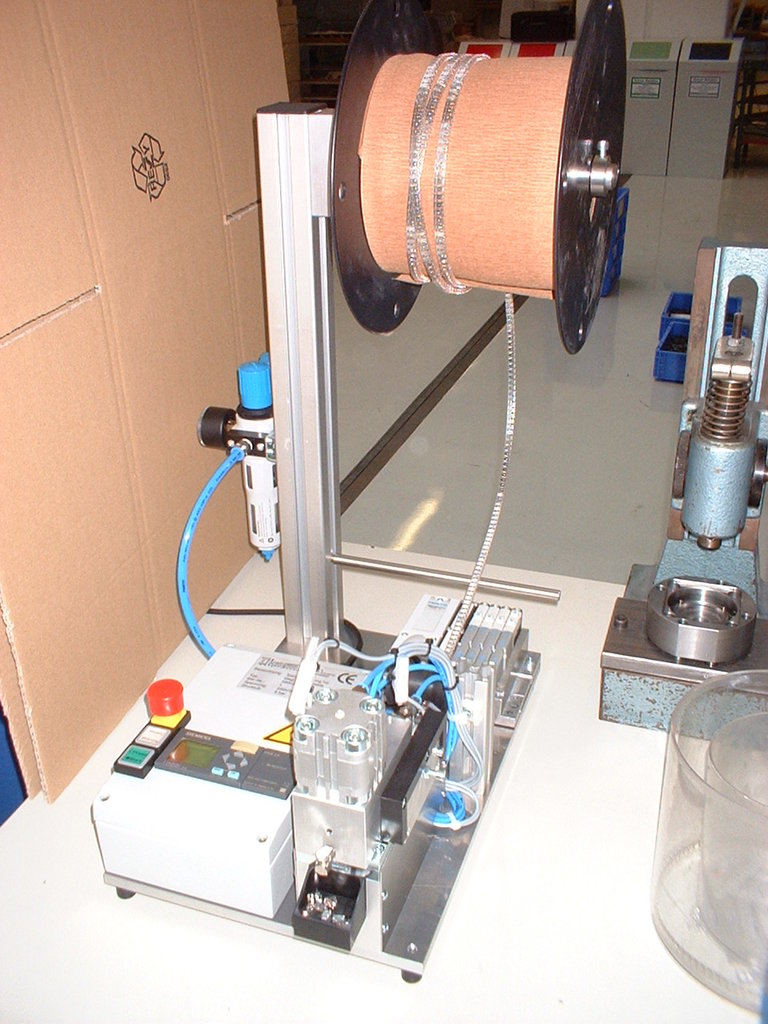
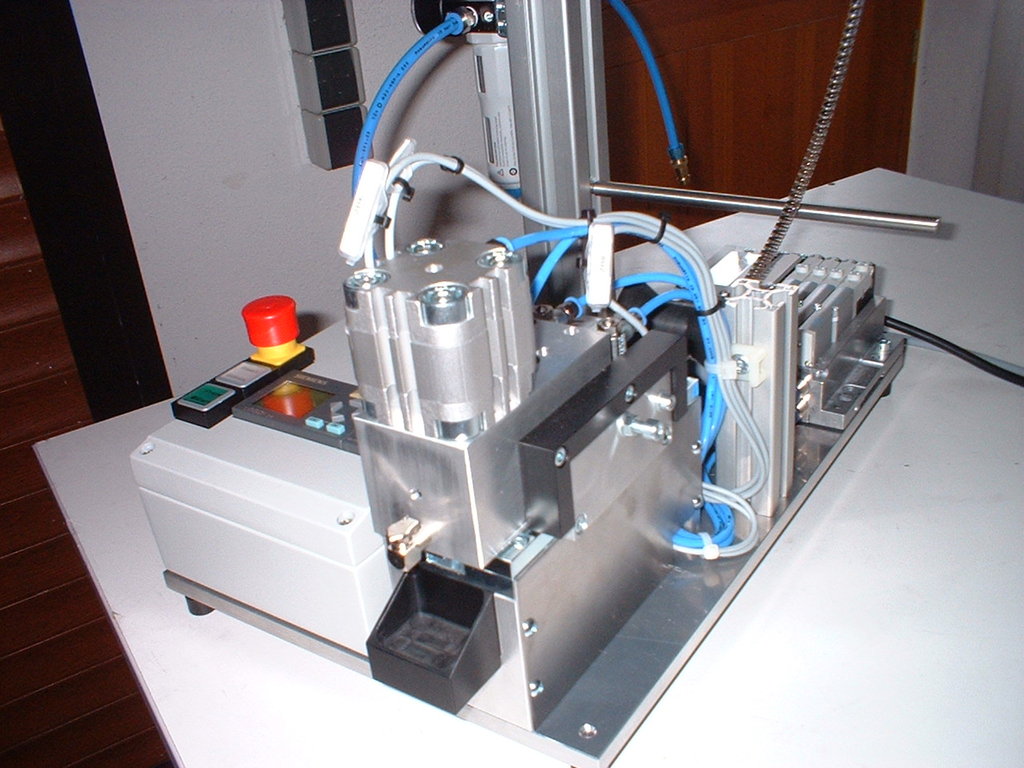
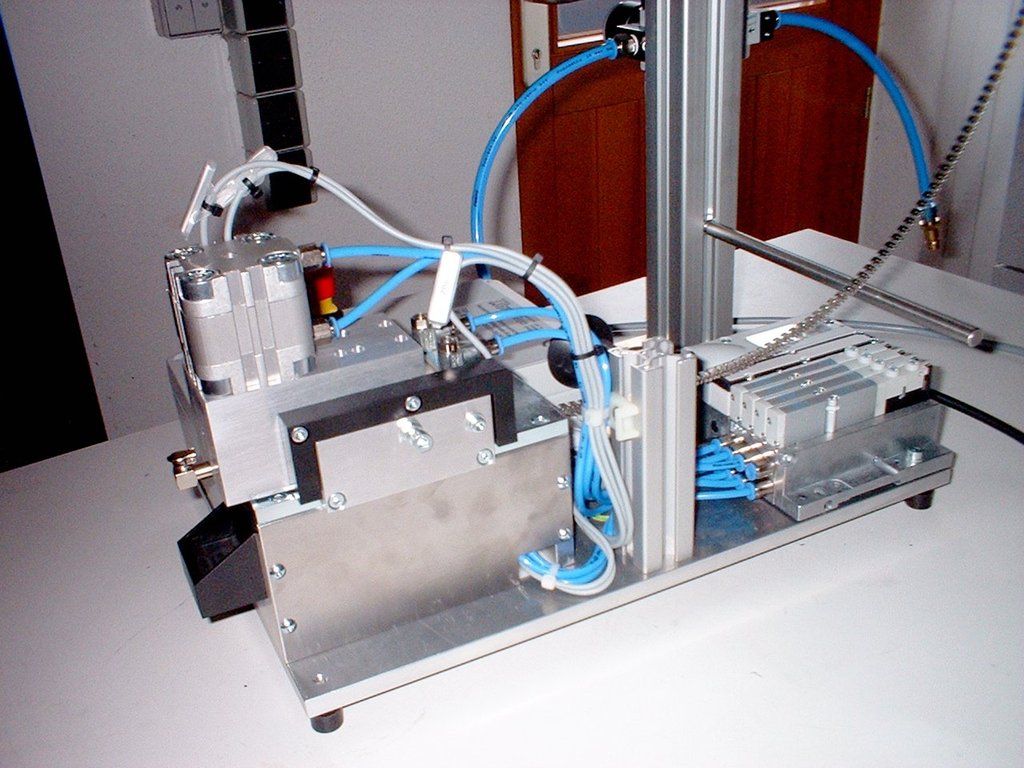
Crimp-Kontakte für die Elektro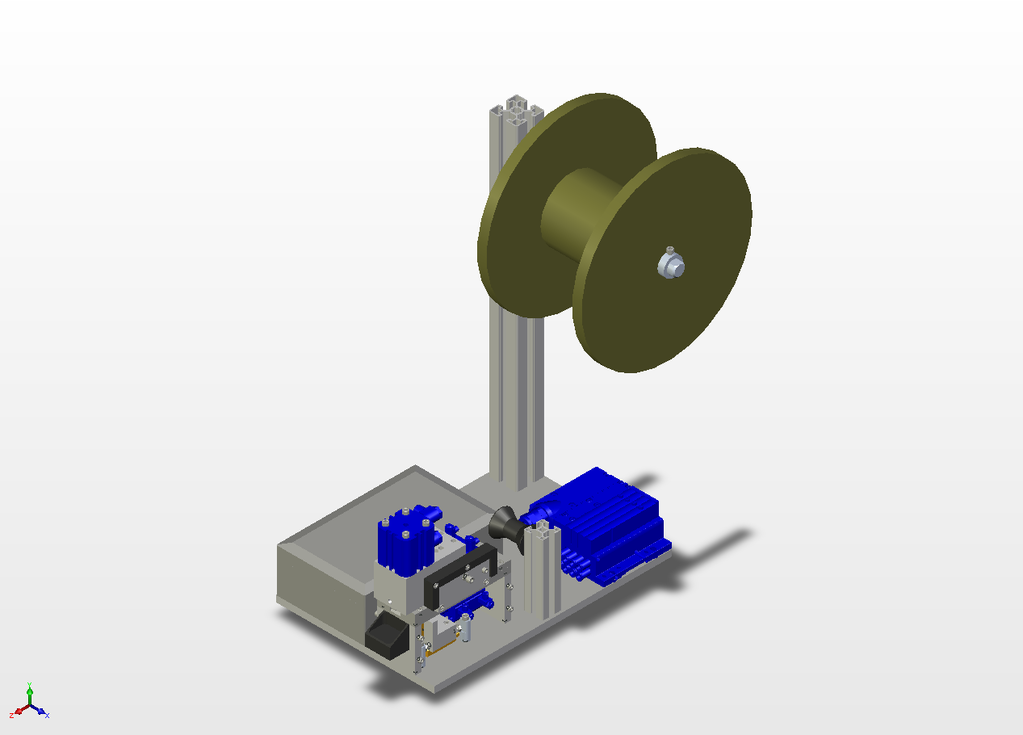 nikfertigung werden als Bänder auf Rollen geliefert und müssen vereinzelt werden.
nikfertigung werden als Bänder auf Rollen geliefert und müssen vereinzelt werden.
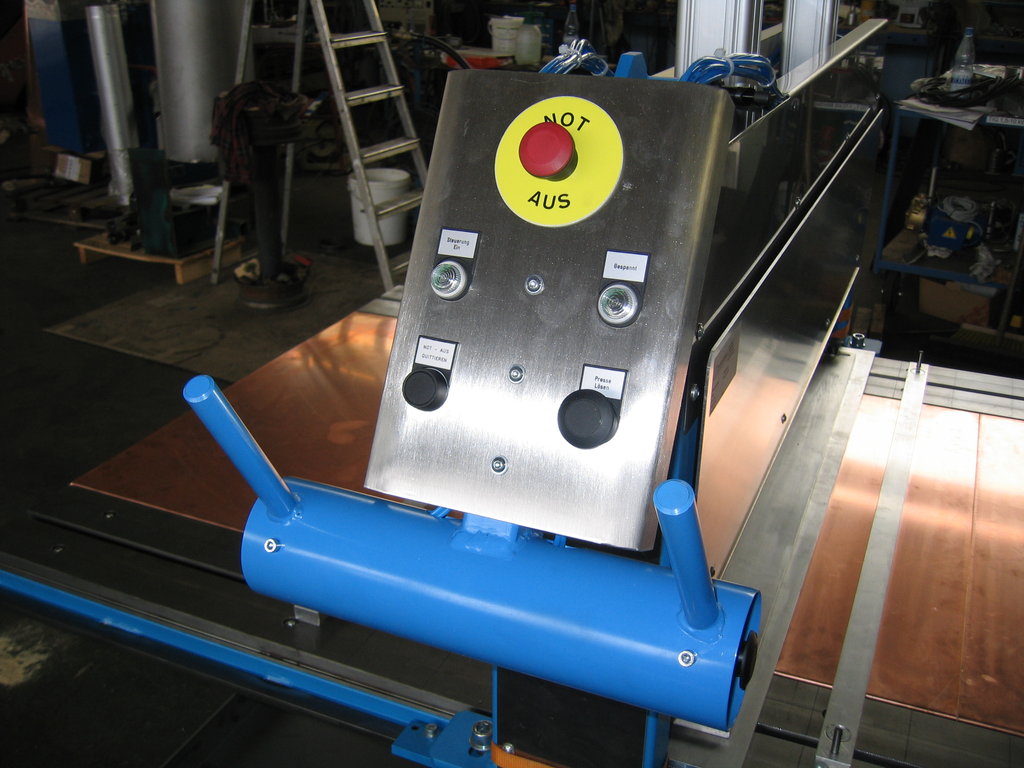
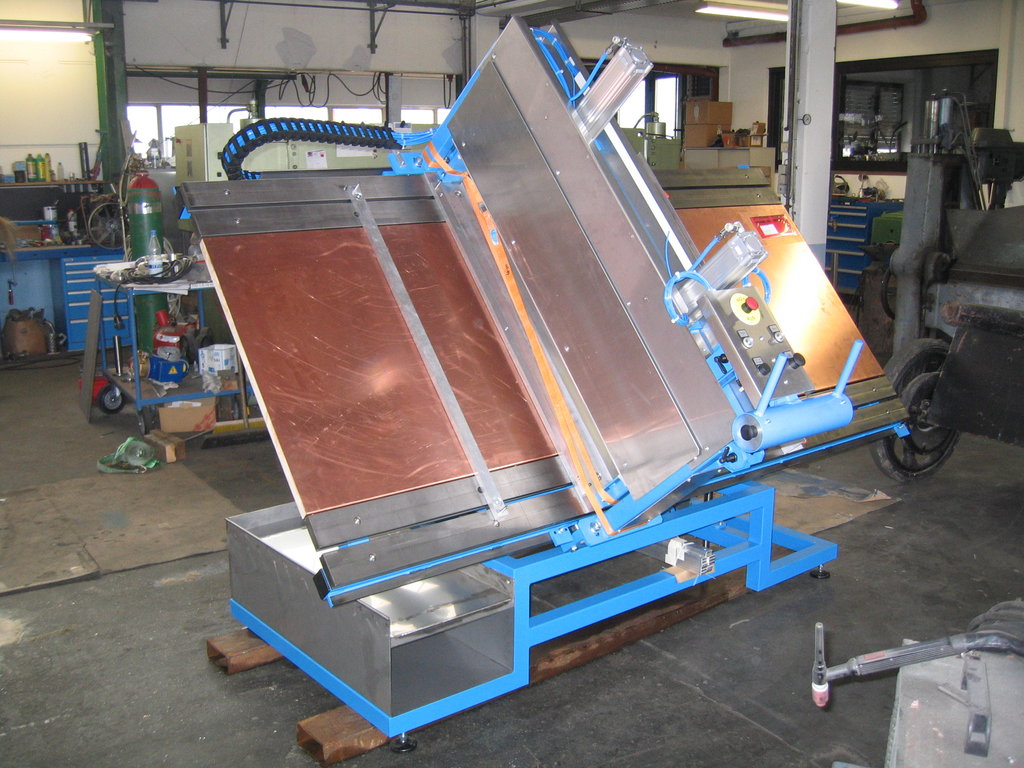 In einer Serienfertigung werden Styroporteile mittels Heißkleber verklebt. Während der Aushärtezeit müssen die Bauteile miteinander verpresst werden.
In einer Serienfertigung werden Styroporteile mittels Heißkleber verklebt. Während der Aushärtezeit müssen die Bauteile miteinander verpresst werden.
Der Presstisch besteht aus dem aus ergonomischen Gründen höhenverstellbaren Grundgestell, der 0°-60° neigbaren Arbeitsplatte und dem Laufwagen mit pneumatischer Pressmechanik (2kN) und integriertem Bedienteil mit Zweihandbedienung.
Die Arbeitsplatte verfügt über T-Nut-Elemente aus Grauguss, um zusätzliche Schweissvorrichtungen zum Schweißen der in die Isolierung integrierten Armierungsstähle anzubauen.


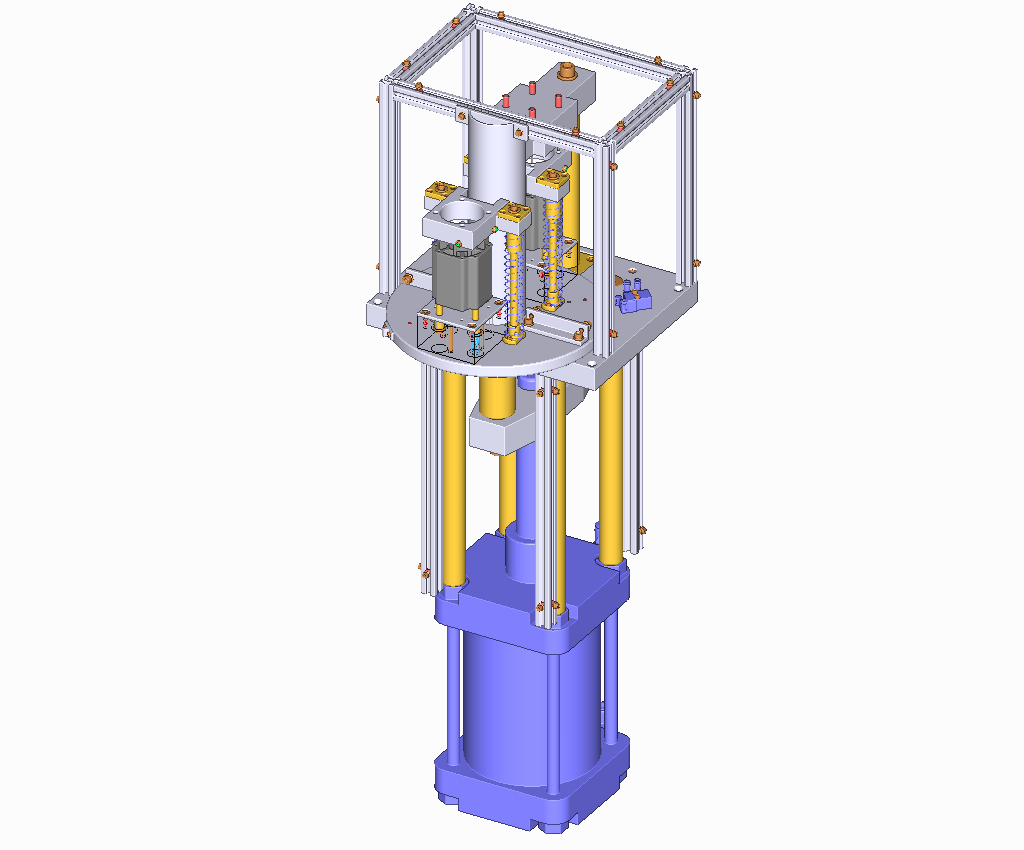
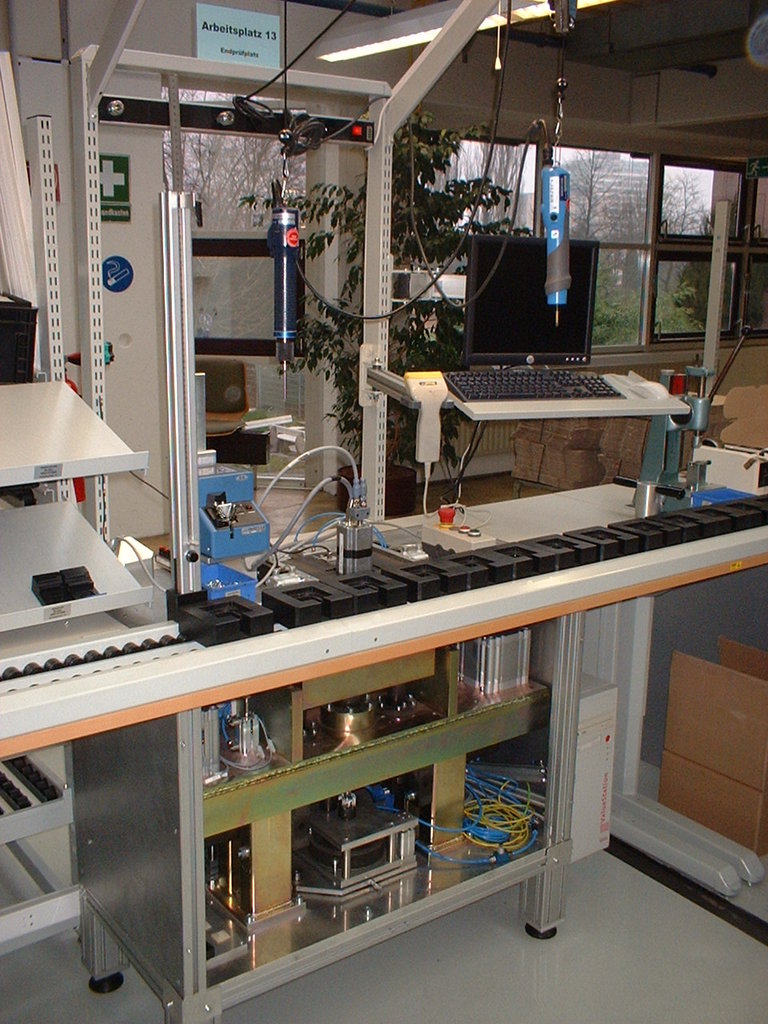 Anlage zur Serienprüfung von EC-Motoren verschiedener Baugrößen.
Anlage zur Serienprüfung von EC-Motoren verschiedener Baugrößen.
Ein Hersteller von Waschkörben f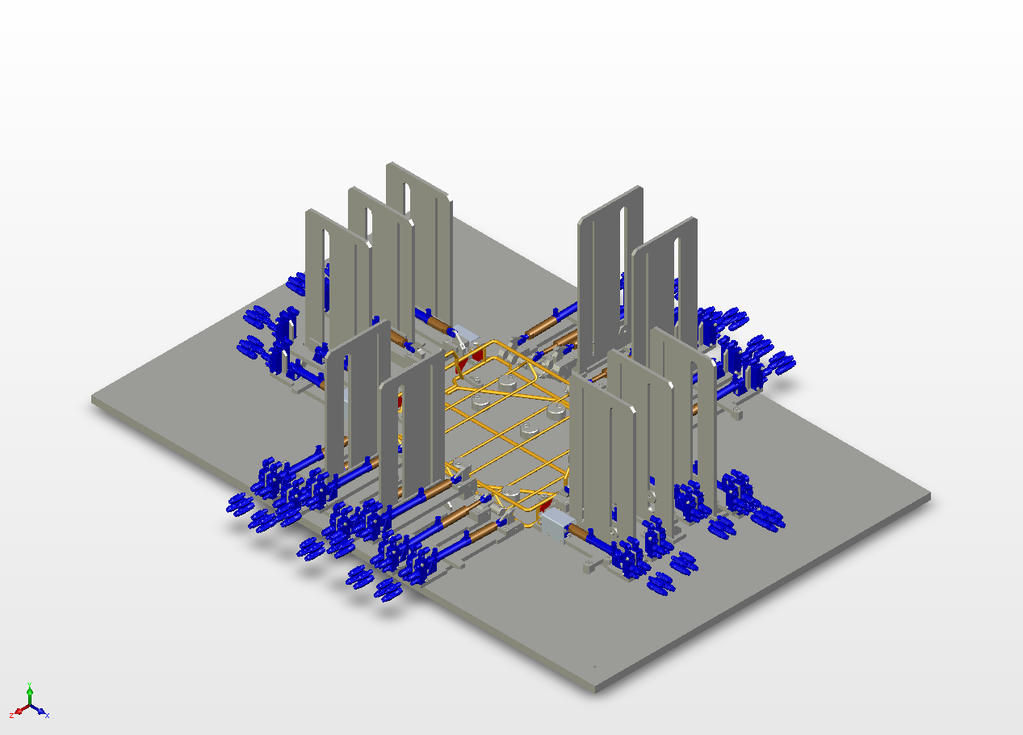 ür die Automobilindustrie will eine große Anzahl von Varianten fertigen können.
ür die Automobilindustrie will eine große Anzahl von Varianten fertigen können.
Die Waschkörbe bestehen aus gebogenen Stäben für Boden und Seitenwände sowie Griffen und diversen Einbauten. Das ganze mit wechselnden Kompenenten und Außenabmessungen.
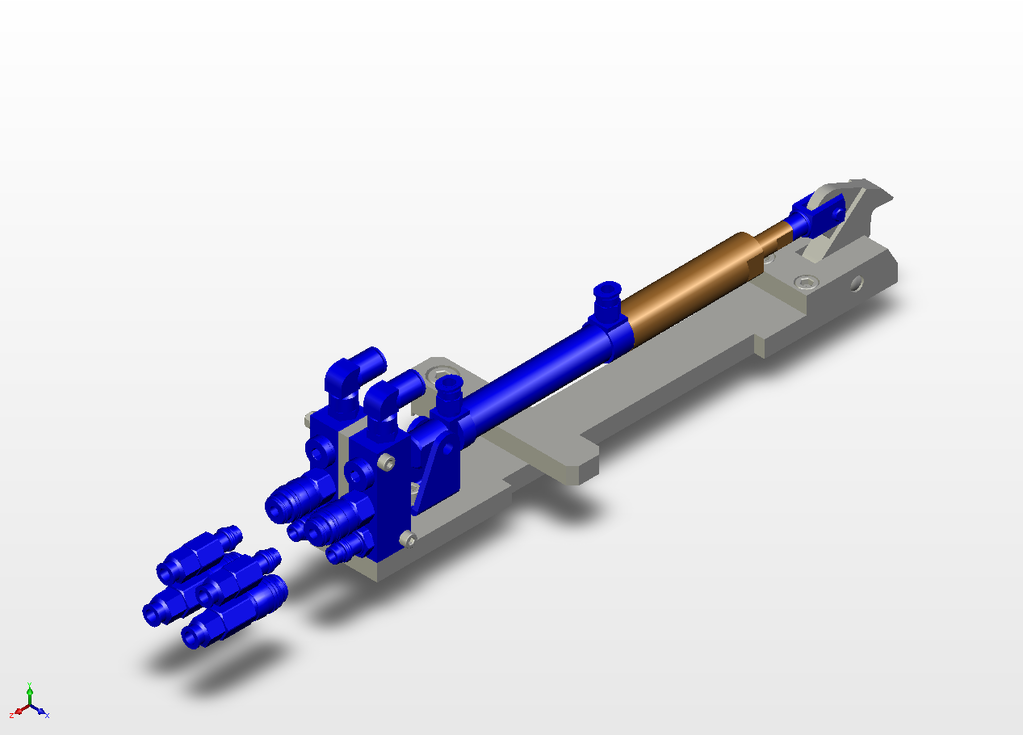
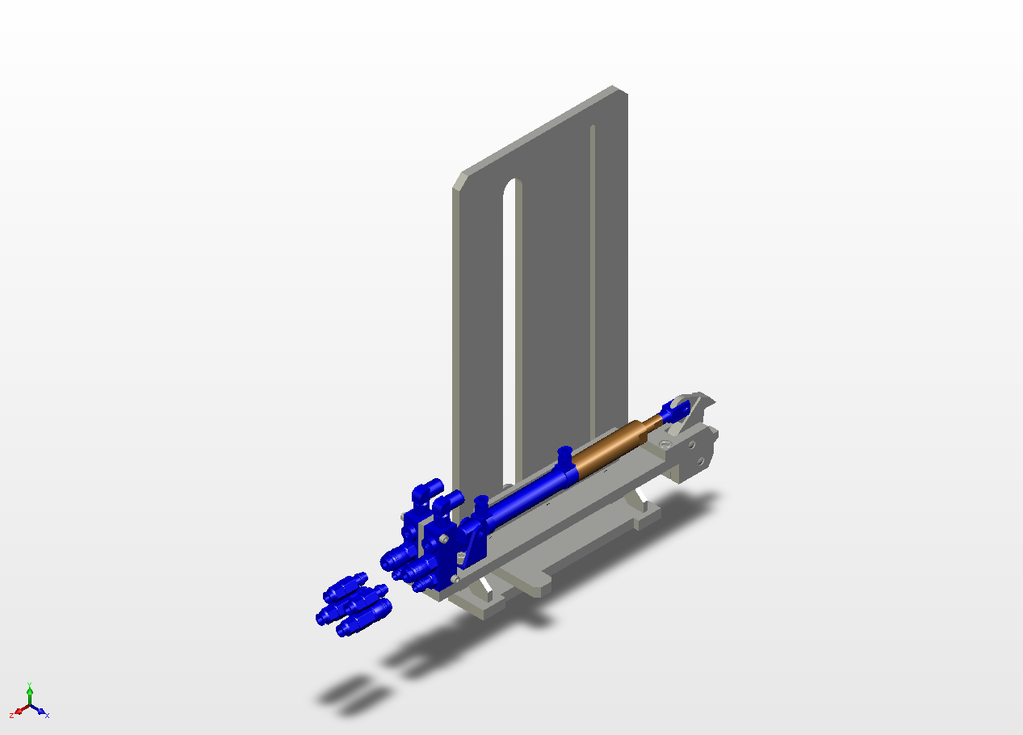
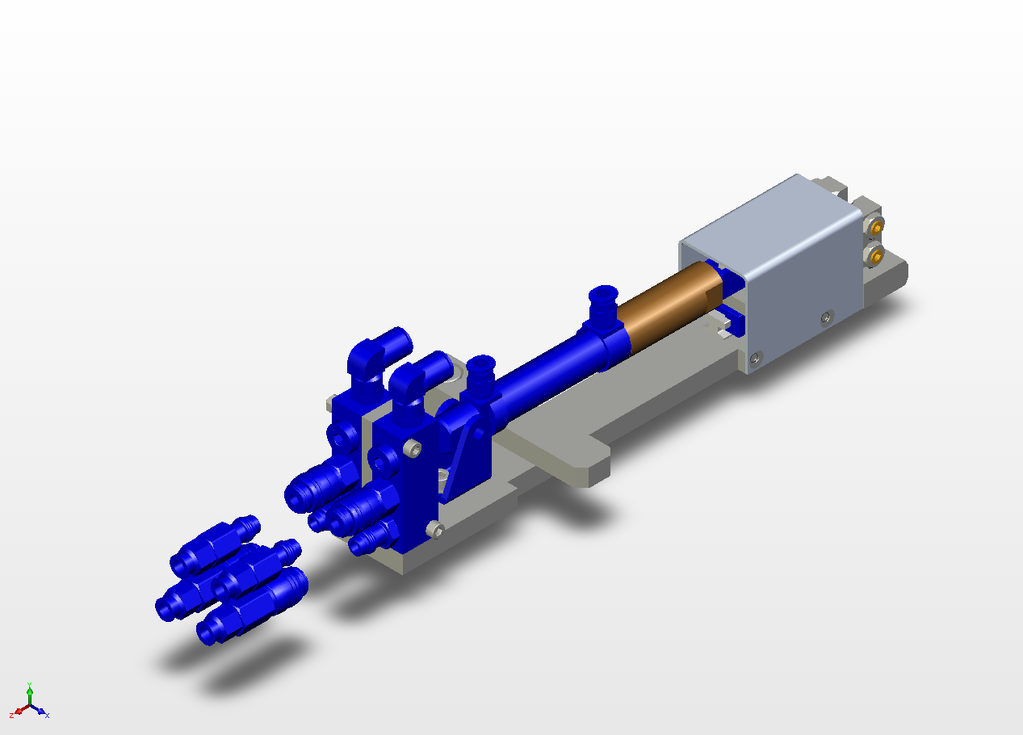
Auf einer großen Stahlplatte mit Gewinden in einem definierten Raster können flexibel verschiedene pneumatische Spannelemente montiert werden. Die einzelnen Spannelemente halten die unterschiedlichen Komponenten des Korbes in Position und sind ihrerseits flexibel einstellbar (je nach Anforderung Höhe, Winkel etc.). Insgesamt kann so durch Kombination der Spannelemente für jeden Korb die passende Schweissvorrichtung geschaffen werden.
Der Bediener legt dann allen Komponenten des Korbes in die Schweissvorrichtung ein und kann diese zentral über ein Druckluftventil spannen.



{kind=link}