 In einer Serienfertigung werden Styroporteile mittels Heißkleber verklebt. Während der Aushärtezeit müssen die Bauteile miteinander verpresst werden.
In einer Serienfertigung werden Styroporteile mittels Heißkleber verklebt. Während der Aushärtezeit müssen die Bauteile miteinander verpresst werden.
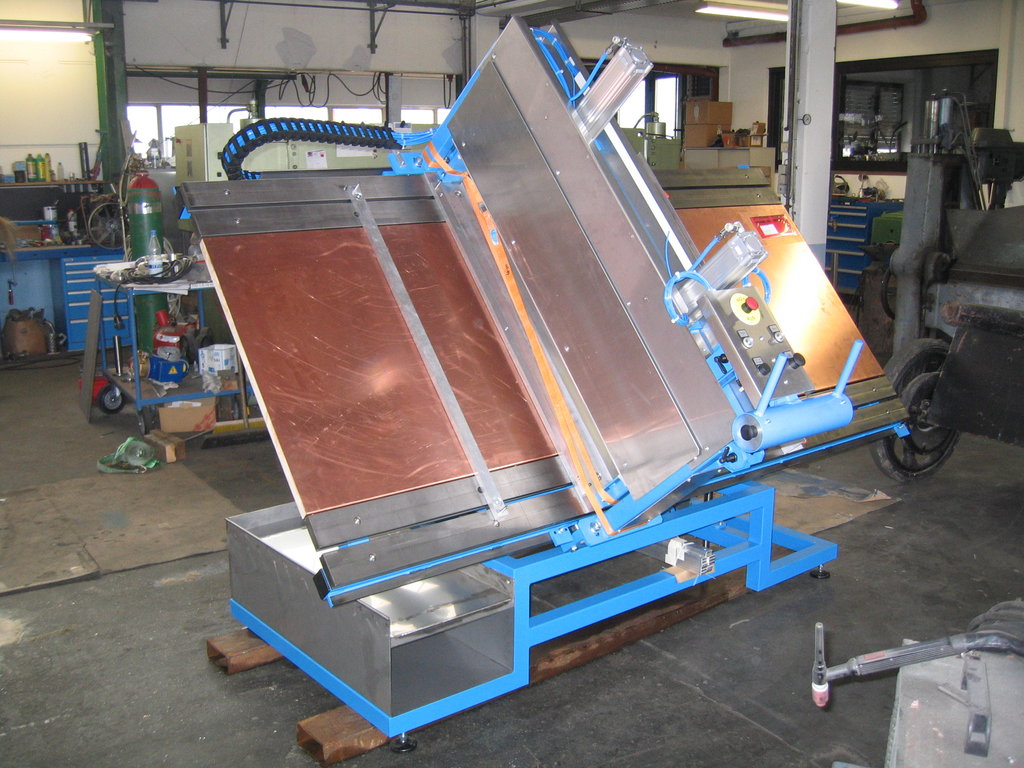
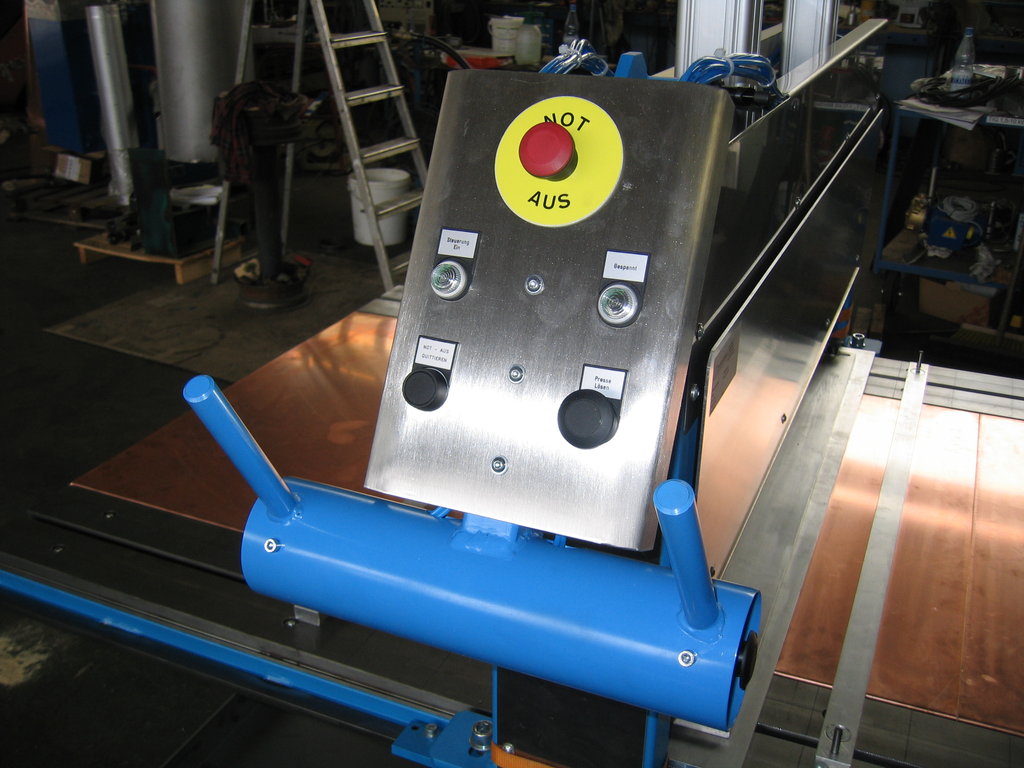
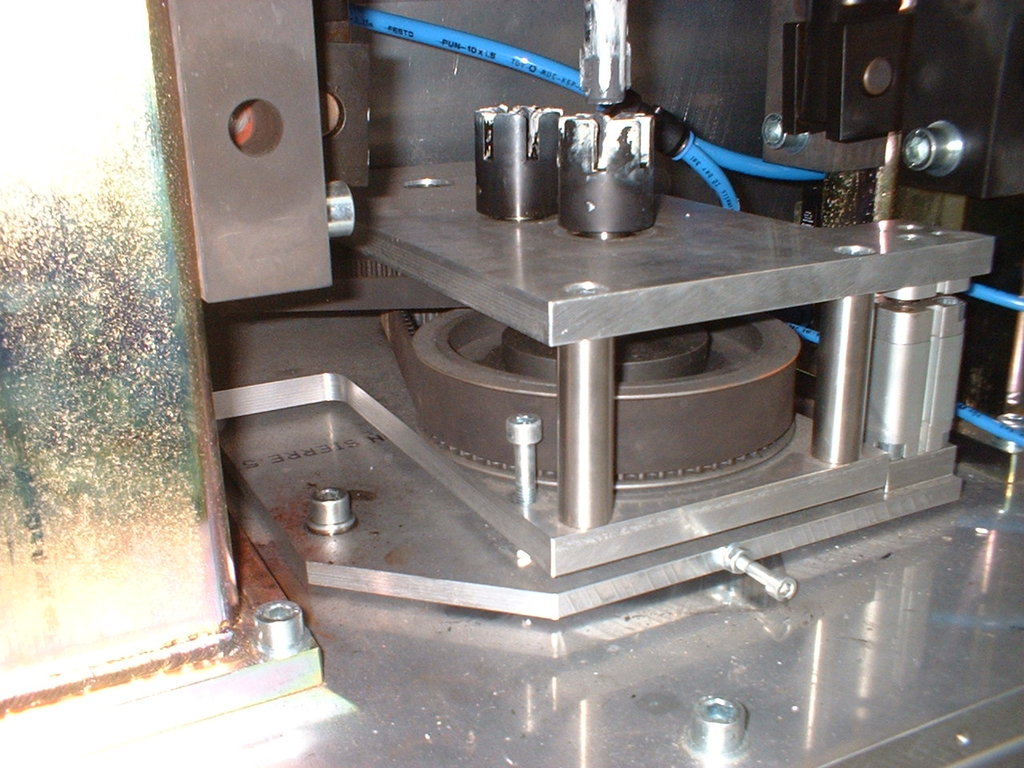
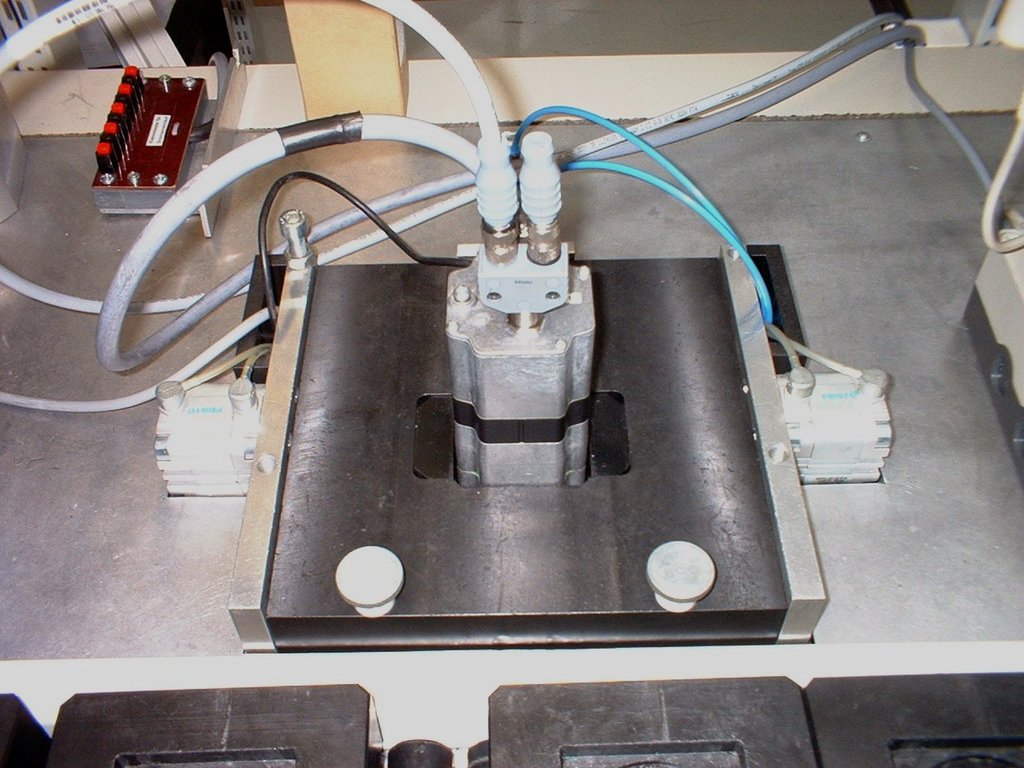
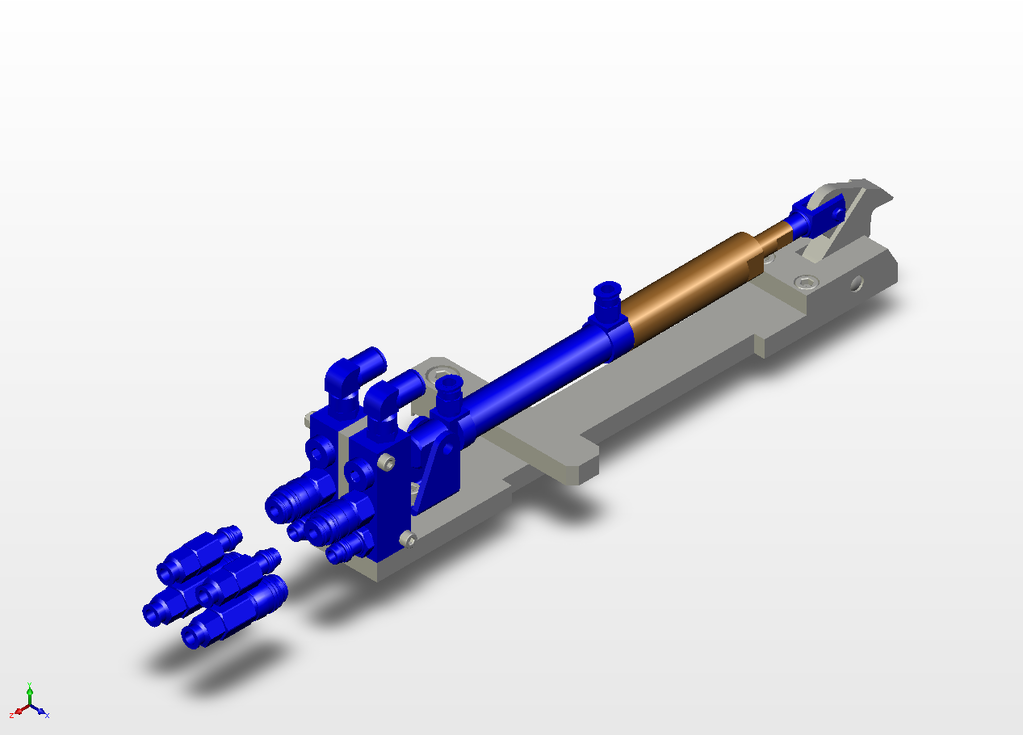
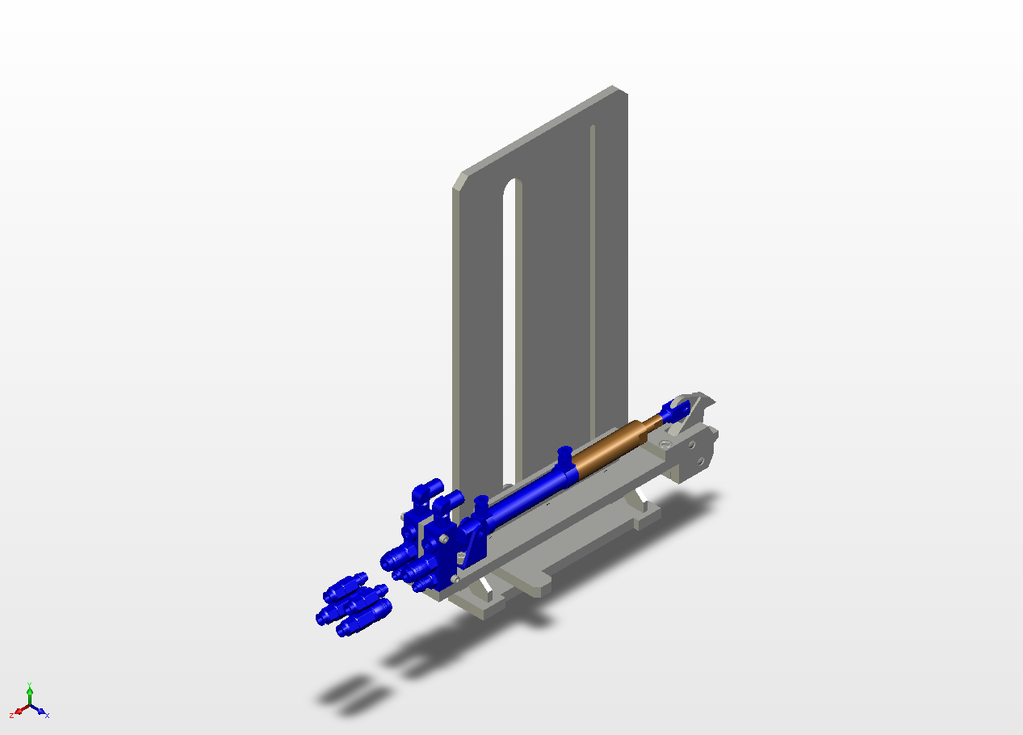
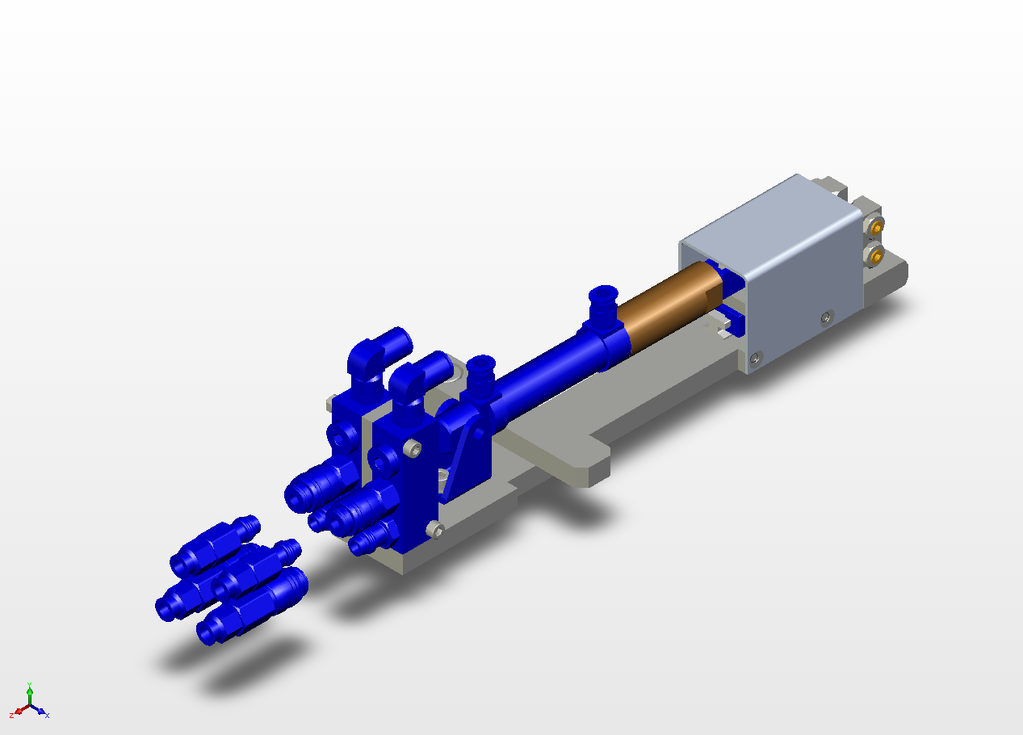
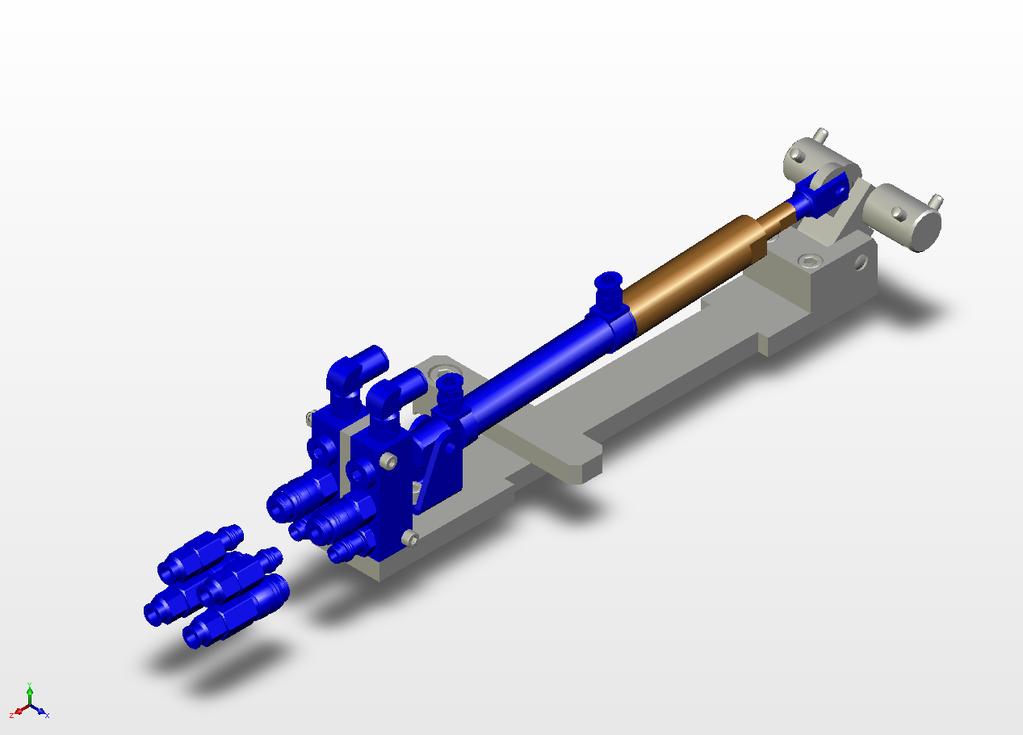
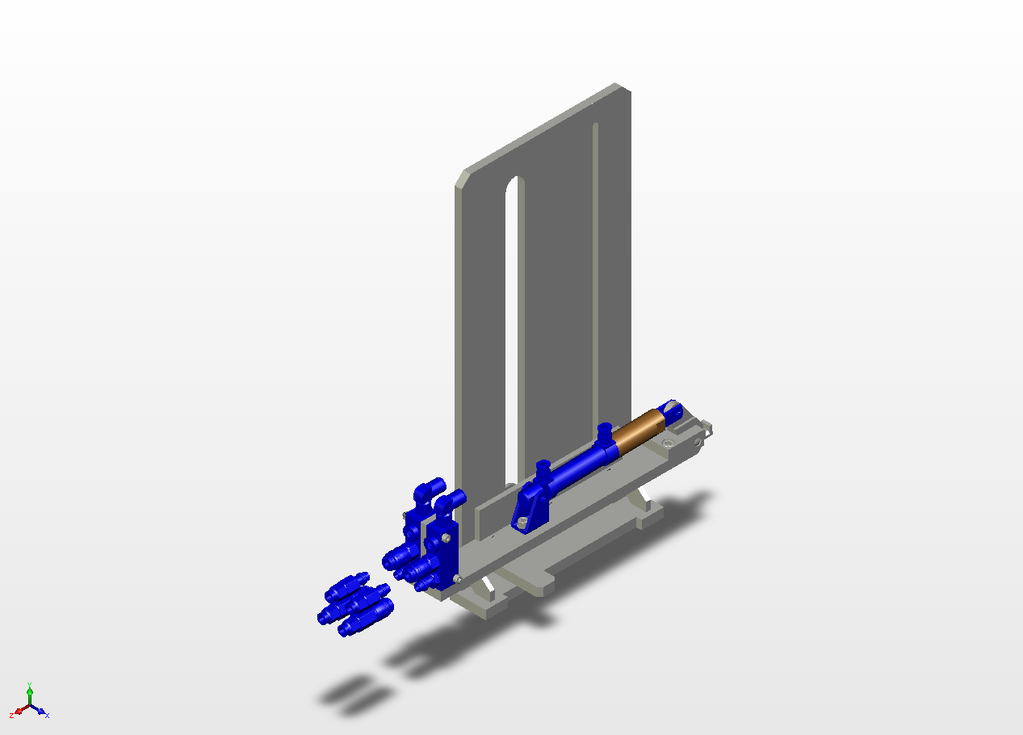
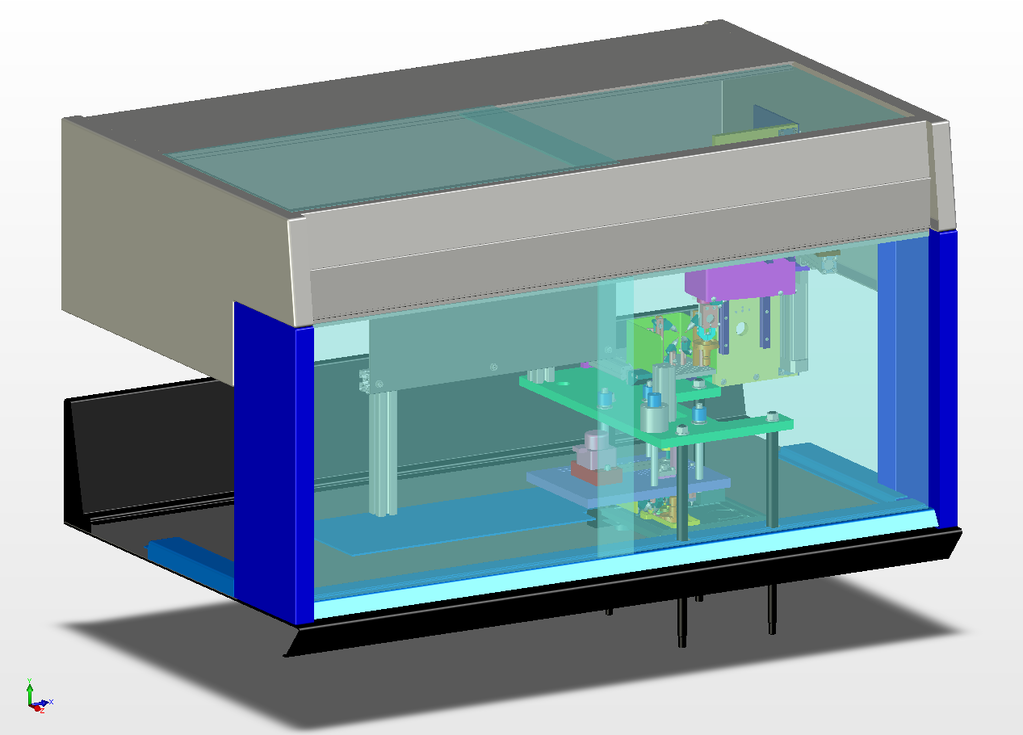
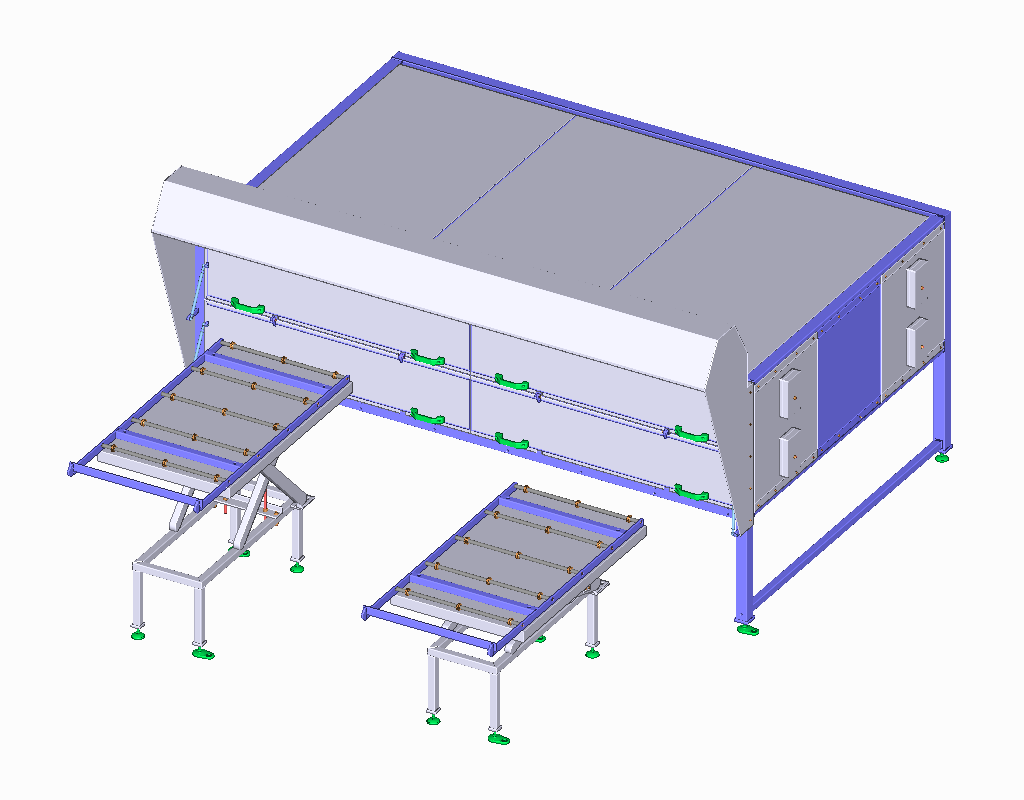
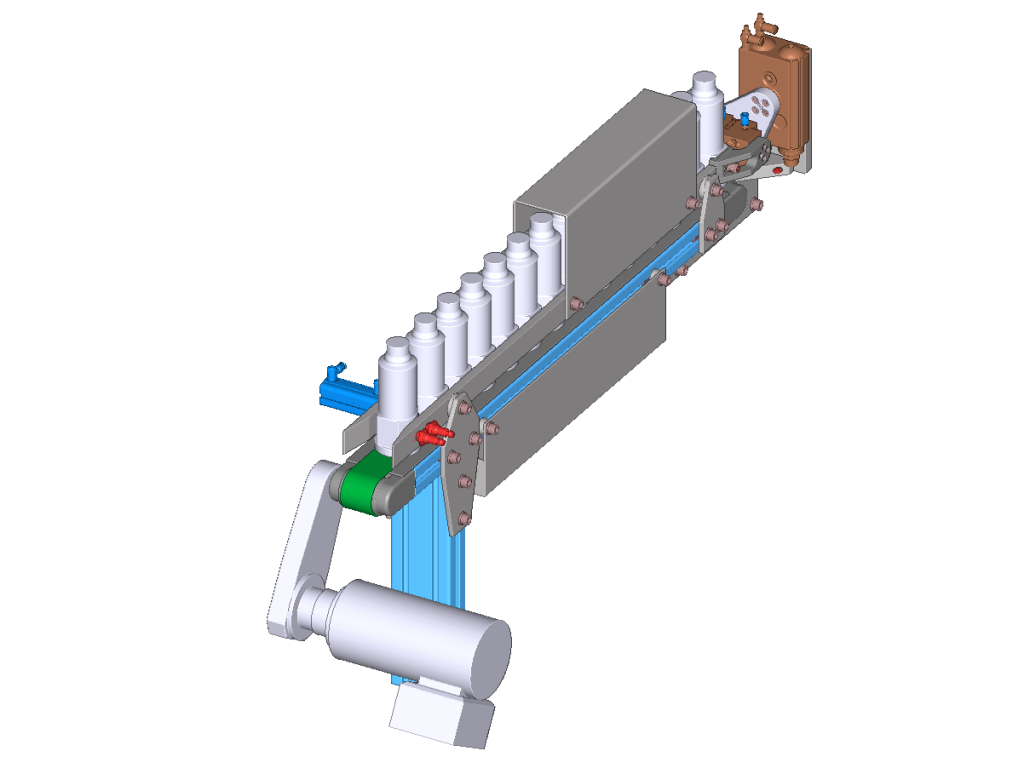
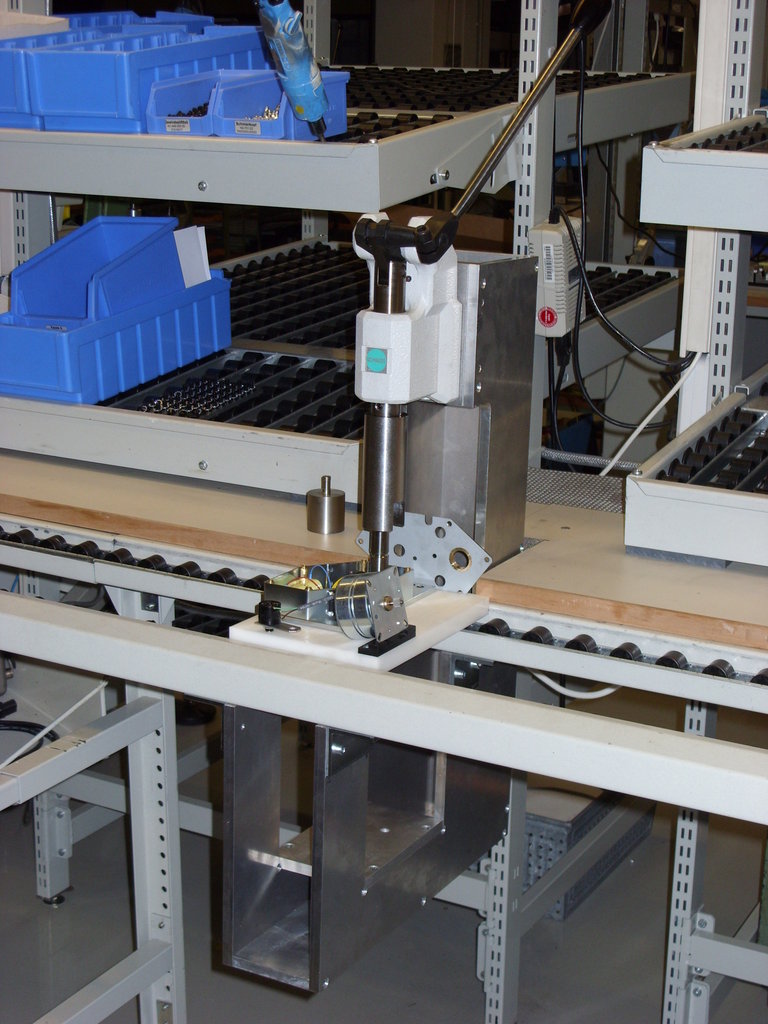
Der Presstisch besteht aus dem aus ergonomischen Gründen höhenverstellbaren Grundgestell, der 0°-60° neigbaren Arbeitsplatte und dem Laufwagen mit pneumatischer Pressmechanik (2kN) und integriertem Bedienteil mit Zweihandbedienung.
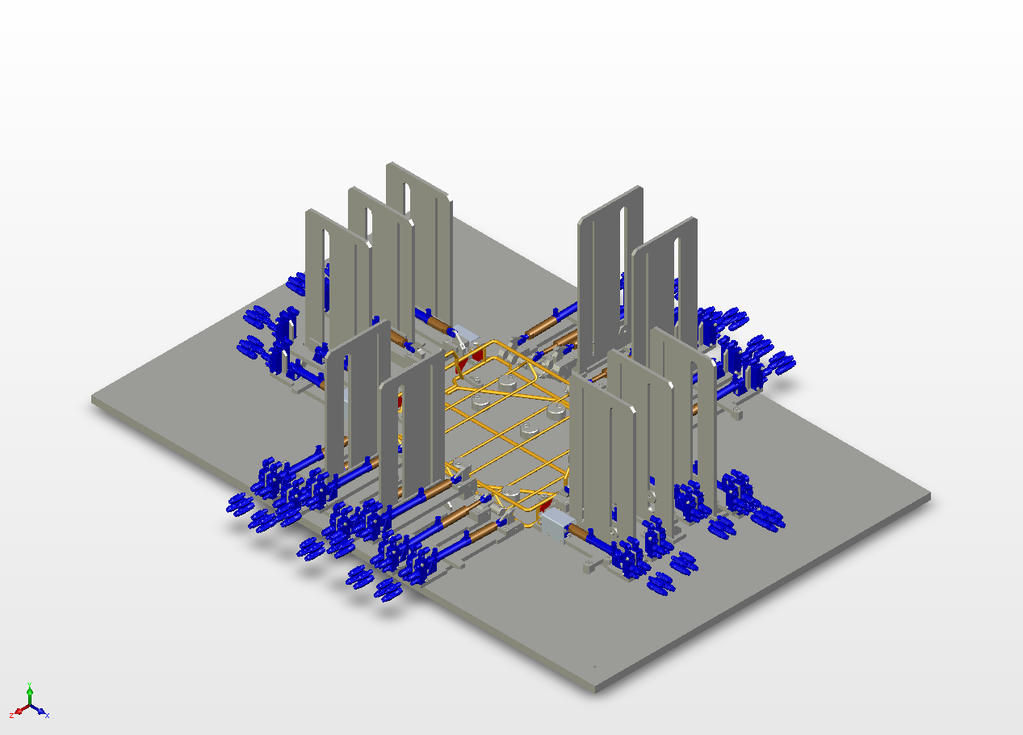
Die Arbeitsplatte verfügt über T-Nut-Elemente aus Grauguss, um zusätzliche Schweissvorrichtungen zum Schweißen der in die Isolierung integrierten Armierungsstähle anzubauen.













{kind=link}